






-
硒化锌(Zinc selenide, ZnSe)晶体具有低吸收率、高透过率(涵盖可见光至中红外波段)、优异的光学均匀性和化学稳定性等理化特性[1]。ZnSe晶体是制造窗口、透镜、反射镜、整流罩、扩束器和分束器等关键材料[2-4],同时也是制造高功率CO2激光器的最佳候选材料[5],在各种红外光学和激光系统有着广泛而重要的应用。现阶段ZnSe晶体通常采用化学气相沉积法(Chemical vapor deposition, CVD)制备,其晶粒尺寸与取向具备多晶结构特有的随机分布特征[6]。随着国防技术、空间技术的发展,对具备高表面精度、高表面光洁度的红外光学元件的需求持续高速增长。如何兼顾加工效率和表面质量成为红外光学元件制造领域的重要议题。
化学机械抛光(Chemical mechanical polishing, CMP)是制造光学功能表面的传统加工方法[7]。在CMP加工过程中,工件材料去除机制由抛光液与基底材料化学反应和磨粒机械去除的复合作用构成,而超精密切削材料去除机制仅涉及机械去除。此外,CMP只适用于平面和球面等面型简单工件加工,不具备加工非球面、自由曲面、衍射面等复杂功能表面元件的能力,且CMP加工效率远低于车削工艺[8]。超精密车削为实现复杂面型光学元件高效、批量生产提供可能,且无需任何后续抛光工艺[9]。由于ZnSe晶体固有的高脆性、低断裂韧性和晶粒各向异性的协同作用,对其进行超精密车削仍极具挑战。在实际加工过程中,ZnSe工件表面极易产生橘皮、白斑等缺陷,严重恶化工件表面质量,由此造成返工返修显著降低生产效率。为了获取高质量表面,亟待开展ZnSe晶体材料去除机理相关研究。仅仅采用光学显微镜、扫描电子显微镜、原子力显微镜等检测工件表面和切屑形貌并不能从本质上揭示塑性域材料去除机理[8, 10]。研究者多借助透射电子显微镜[11-12]、X射线衍射仪[13]和拉曼光谱[14]等检测手段,深入探索脆性材料塑性响应及其材料去除机理。Yan等[15]对单晶硅车削过程中的亚表面损伤进行了研究,指出材料去除机制为非晶化、多晶化和位错滑移构成。Shi等[12]采用槽切法研究多晶铝酸镁尖晶石切削性能,实验结果表明材料的塑性响应主要由滑移和位错构成。Chen等[9]进行GaAs晶体超精密切削实验,证实塑性域材料去除机制由高密度位错滑移主导。
尽管各学者在揭示硬脆材料的塑性域切削材料去除机理方面做了大量的工作。目前为止,ZnSe晶体塑性域切削相关研究仍然有限,已有的研究主要关注切削参数优化。天津津航技术物理研究所Li等[16]对ZnSe晶体进行了超精密金刚石车削试验,研究发现表面缺陷和凹坑等缺陷与多晶晶粒取向高度相关。Fang等[17]利用零前角刀具对ZnSe晶体进行了金刚石车削,获得了表面粗糙度为2.91 nm的表面,但其表面并未达到纳米光滑且该研究并未涉及ZnSe表面损伤形成机理。Shojaee等[18]采用拉曼光谱仪研究了加工参数对ZnSe晶体表面质量和残余应力的影响,结果表明进给率较切削深度而言对表面质量和亚表面损伤的影响最大,其中工件表面特定晶粒会发生断裂和凹坑,但相关晶粒取向未见报道。李庆忠等[19]在碱性环境下进行ZnSe晶体化学机械抛光实验,指出ZnSe晶体雾化化学机械抛光中化学反应路径,但该研究并未涉及机械去除机理。综上所述,目前ZnSe晶体塑性域超精密切削材料去除机理和表面缺陷形成机理还未被完全揭示。
文中以ZnSe晶体超精密切削特征为研究对象,旨在揭示ZnSe晶体塑性域切削实现条件及其材料去除机理。采用槽切法进行划刻实验,通过场发射电子显微镜观测裂纹首次萌生区域以确定脆塑转变深度。基于最大未变形切削厚度,对比脆塑转变临界深度以建立ZnSe晶体塑性域切削模型。随后采用单一变量法在不同进给率下进行超精密切削实验,分析切削条件对工件表面质量的影响,探讨表面缺陷萌生机理。基于拉曼光谱分析以确定工件表面和切屑的物相结构,由此揭示ZnSe晶体超精密切削材料去除机理。在文中切削参数下,最优可加工出表面粗糙度为1.46 nm的超光滑表面,为ZnSe晶体超精密塑性域切削提供了广泛的指导。
-
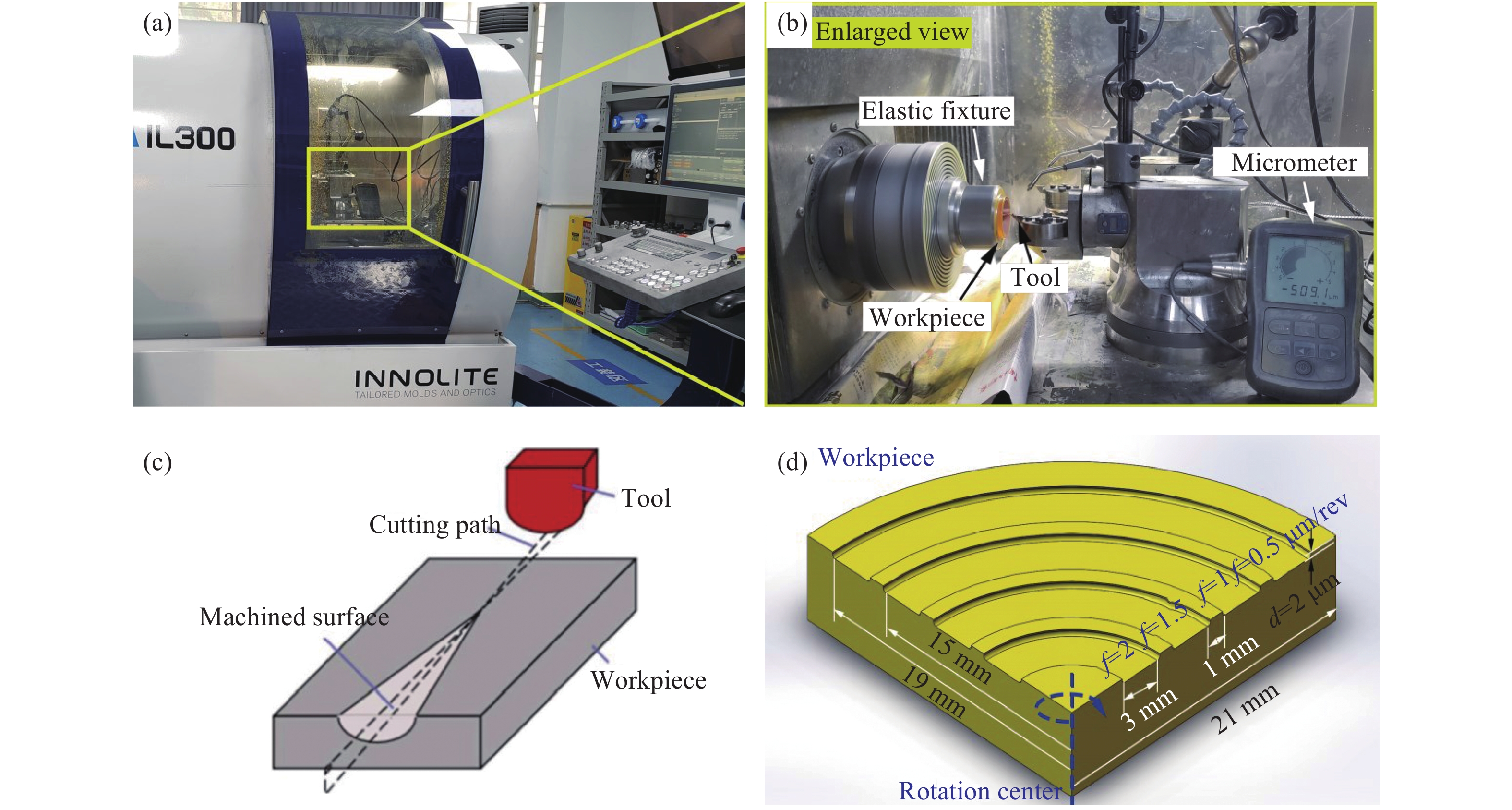
研究采用由国晶辉公司由CVD法生产的ZnSe多晶作为工件,工件直径和厚度分别为42 mm和5 mm。ZnSe晶体材料性能如表1所示。在超精密车床(IL300,Inolite)上进行了槽切和端面车削实验。在生产加工中选用大圆弧半径刀具会与非球面、衍射面等功能表面发生严重干涉,无法加工指定面型且刀具磨损严重[20],因此文中选用小圆弧半径刀具进行。为确定ZnSe晶体脆塑转变深度,分别采用两把不同前角的天然单晶金刚石刀具以分析刀具前角对脆塑转变深度的影响,ZnSe晶体材料特性如表2所示[21]。首先将工件装夹在弹性夹具上,随后弹性夹具通过真空吸附固定于空气主轴。通过万分表反馈调节工件径向圆跳动,确保切削工程平稳,车削实验装置及工件局部放大分别如图1(a)和1(b)所示。
Material ZnSe Grain size (typical) /μm 70 Yang’s modulus /GPa 79 Hardness /GPa 1.2 Fracture toughness/MPa·m0.5 0.9 Poisson ratio 0.28 Density /g·cm−3 5.3 Table 1. Material properties of ZnSe crystal[21]
No. Parameters Values 1 Nose radius/mm 1.15 (tool Ⅰ), 1.12 (tool Ⅱ) 2 Rank angle/(°) −25 (tool Ⅰ), 0 (tool Ⅱ) 3 Clearance angle/(°) 10 (tool Ⅰ, Ⅱ) 4 Clearance angle/(°) 10 (tool Ⅰ, Ⅱ) 5 Cutting speed/m·s−1 8.3×10−3 (PCT), 2.88 (FTT) 6 Depth of cut/μm 0-2 (PCT), 3 (FTT) 7 Feed rate/μm·rev−1 0.5, 1, 1.5 and 2 (FTT) Table 2. Cutting tool parameters and experimental condition
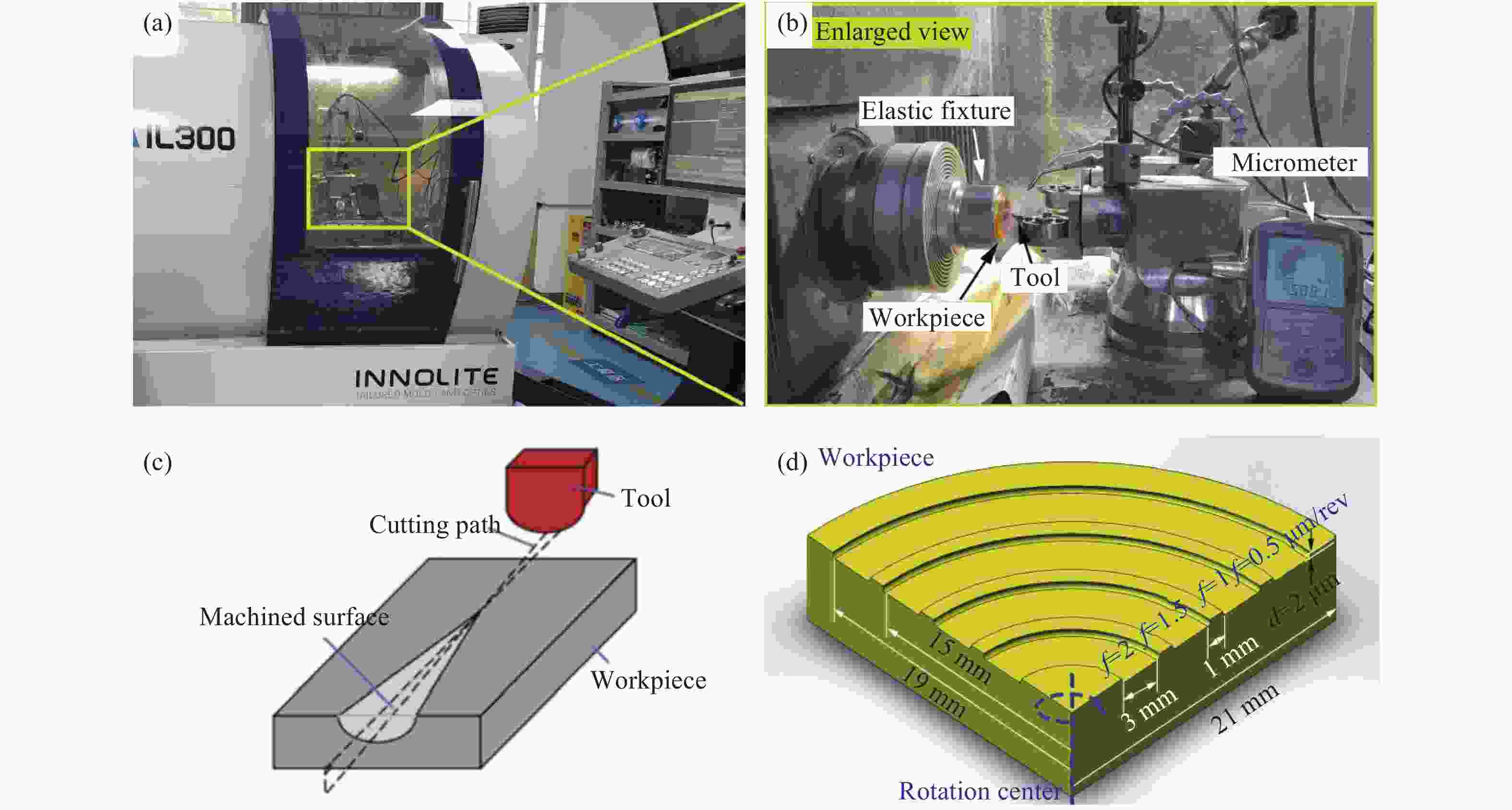
Figure 1. Experimental step-ups and schematic of cutting experiments. (a) the ultra-precion lathe; (b) enlarged view of workpiece; (c) the machined groove of plunge-cutting test; (d) schematic of machined surface for face-turning test
槽切实验(Plunge-cutting test, PCT)如图1(c)所示,刀具以恒定切削速度在长度为2 mm的切削路径上切削深度由0 nm线性增加到2 μm。已有研究表明[9],切削速度对脆塑转变深度的影响最小。考虑到机床稳定性,将切削速度设置为500 mm/min (8.3×10−3 m/s),分别进行5次试验以排除偶然因素干扰。进给率对工件表面和亚表面损伤有极大影响[21],相较而言切削深度的影响可以忽略不计[18]。因此采用单因素实验法进行端面车削实验(Face-turning test, FTT)以确定进给率对工件表面质量及材料去除机理的影响。在工件边沿至工件回转中心依次设置四个切削区域其进给率分别为0.5、1.0、1.5、2.0 μm/rev,其中每个切削区域宽度为3 mm,切削区域间距均为1 mm,切削区域分布如图1(d)所示。为排除线速度对实验结果的影响,通过调节主轴转速以保持所有切削区域线速度恒定。考虑机床超精密切削稳定性须控制主轴转速低于5000 RPM即最内侧切削区域主轴转速,因此最终确定切削线速度为2.8 m/s。超精密切削实验均在24 ℃、54%湿度和标准大气压下进行,刀具参数及实验条件如表2所示。
-
采用场发射扫描电子显微镜(FESEM,FEI Nova NanoSEM 450)观察已加工表面和切屑形貌。工件三维形貌信息采用白光干涉仪(WykoNT 9100,Vecco)测量,通过分析工件表面轮廓信息以量化评估工件表面质量。为揭示ZnSe晶体材料去除机制,主要针对不同进给率下ZnSe晶体已加工表面和切屑进行物相结构分析。因此选用激光共聚焦拉曼光谱仪(HR 800, HORIBA)进行无损检测,其激光输出功率为50 mW,波长为532 nm,曝光时间为5 s,选用100倍物镜观测,激光光斑聚焦尺寸约为1 μm。
-
脆性材料发生脆塑转变是实现塑性域切削的前提,因此确定脆塑转变临界深度也成为超精密切削的研究主题[22]。目前,鲜有关于ZnSe晶体塑性域切削的报道。在变深度槽切实验中,选用两种前角刀具分别重复进行5次划刻实验。采用FESEM观测由两种刀具划刻的工件表面,切削深度由零线性增加到数十纳米并最终达微米尺度,由此可观察到不同切深下材料去除方式对工件表面质量的影响。采用刀具I和刀具II划刻后的工件表面脆塑转变区域放大图分别如图2(a)、2(c)和图2(b)、2(d)所示,结果表明沟槽内部存在两个明显不同的区域,分别对应ZnSe晶体的塑性和脆性去除模式。以图2(b)为例,在塑性域,ZnSe晶体主要通过塑性流动而非脆性断裂实现去除,因此工件表面光滑。在脆性域,沟槽表面并非仅存在由表面断裂引起的凹坑,同时还观测到工件表面发生部分塑性切削观察到部分光滑区域。该现象与单晶锗、单晶硅槽切过程在脆性域仅发生脆性断裂不同,主要与ZnSe晶体固有的多晶结构相关[3],即由于晶粒取向各异在特定晶粒上发射塑性变形而其他晶粒则发生脆性变形。根据刀具与工件几何关系,脆塑转变深度dc可由公式(1)计算:
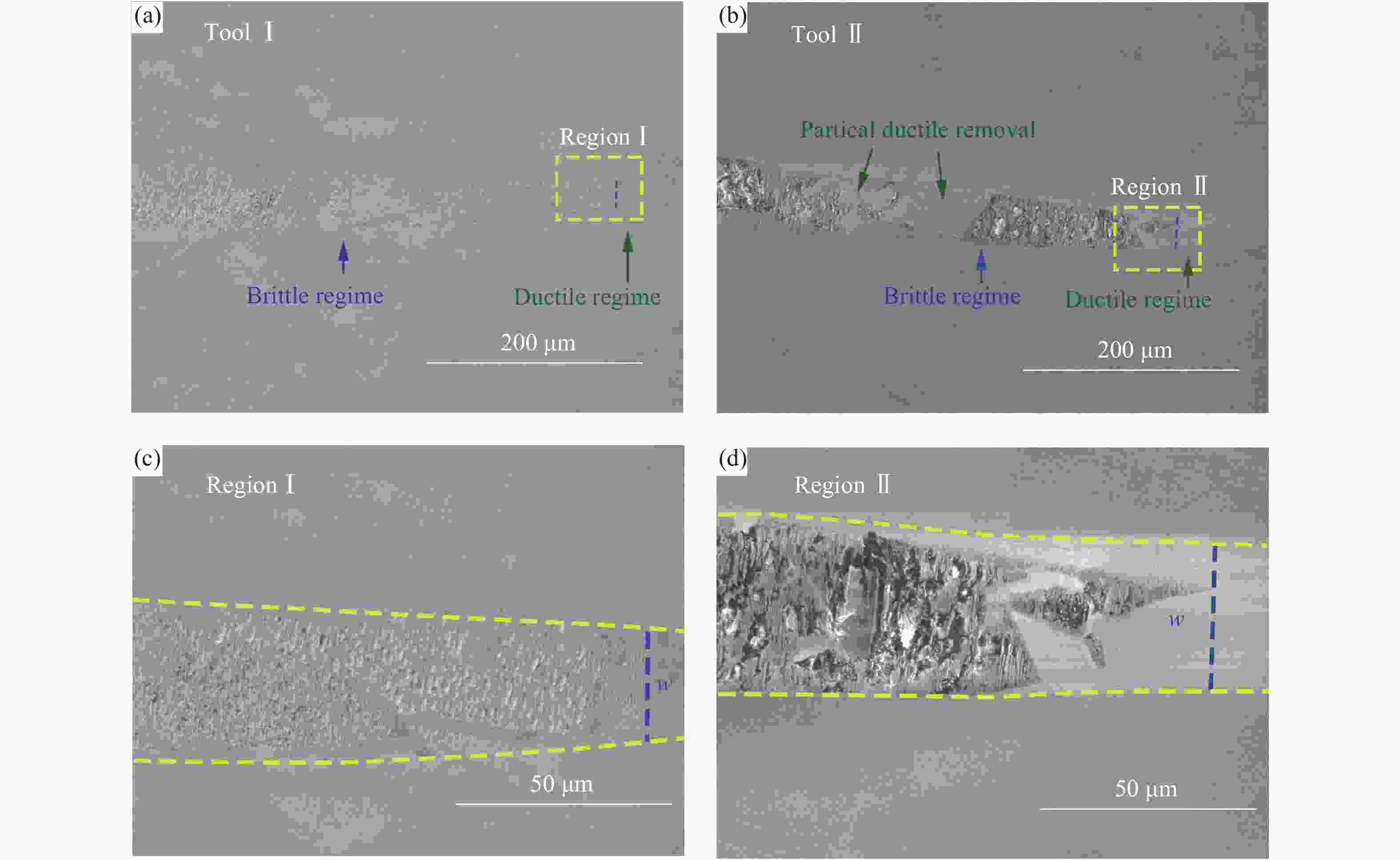
Figure 2. Typical FESEM image of ZnSe crystal machined groove by using. (a) tool I with 0° rank angle; (b) tool II with −25° rank angle; (c) Enlarged region I; (d) Enlarged region II
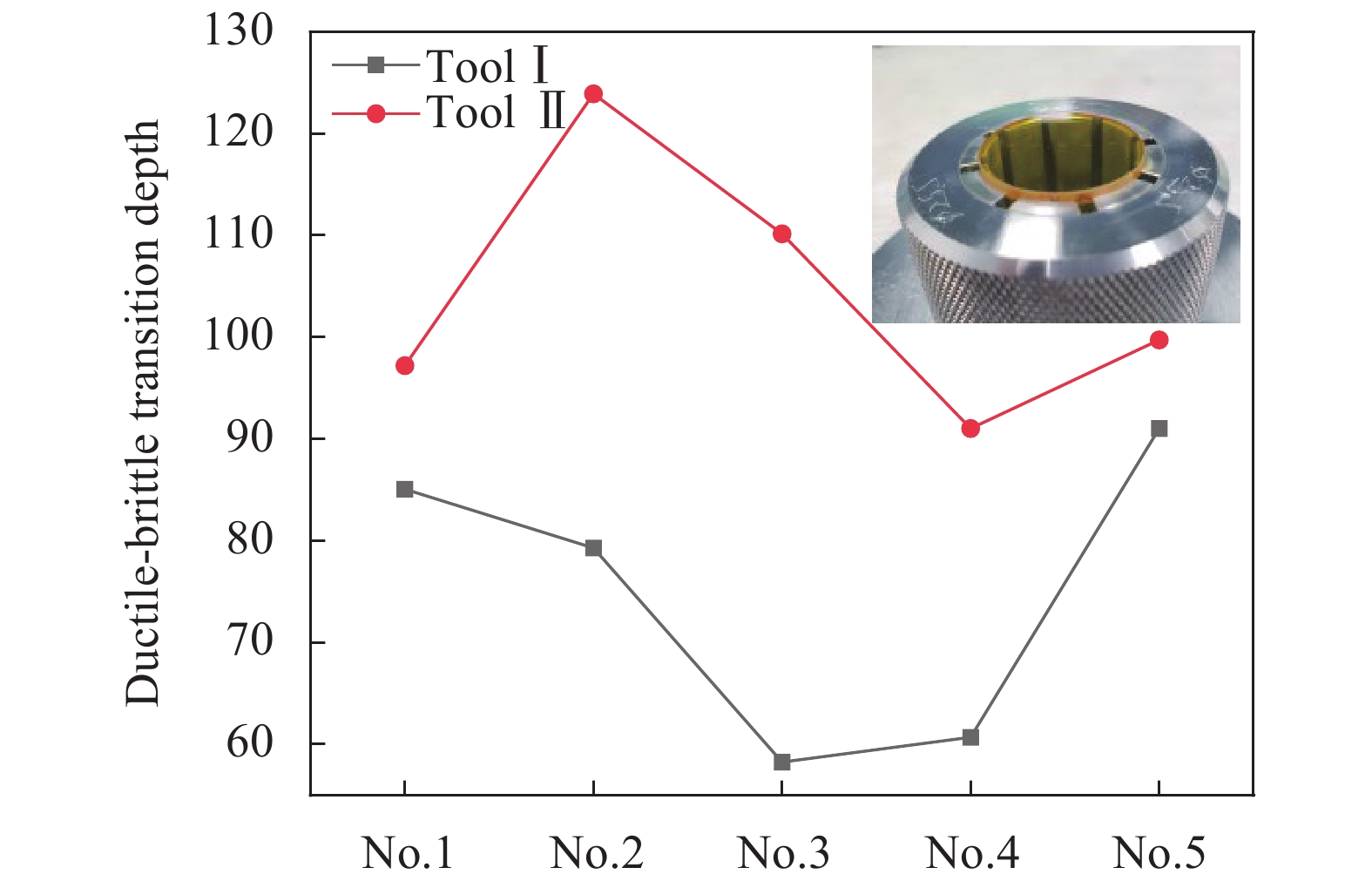
式中:R和α分别为刀具半径和前角;w为裂纹首次形核并扩展到表面的沟槽宽度,由IMAGJ软件分析沟槽FESEM图像获取。如图3所示为不同刀具槽切实验测得ZnSe晶体脆塑转变临界深度,明显可见采用前角为负25°的刀具II可更好地抑制脆性断裂。采用刀具I和刀具II获得的脆塑转变深度平均值分别为74.9、104.4 nm,后者较前者提升30%。较大的脆塑转变临界深度为实现延性加工提供了较宽松的约束条件,在超精密切削加工中有利于获得较高的材料去除率和加工效率。因此,后续仅选用刀具II进行端面车削实验。

Figure 3. Ductile-brittle transition depth by using tool I and tool II
-
超精密切削过程中材料去除机理对工件表面质量起着决定性影响。由于切削尺度在纳米和微米尺度存在尺寸效应,超精密切削中材料去除机理与金属切削过程由剪切滑移主导不同[23]。刀具尖端产生应力集中,工件材料在一定条件下可通过塑性流动而非脆性断裂实现去除[23]。如图4所示为超精密切削过程中刀具和工件的接触示意图,通过切削运动去除两次进给间的未变形切削区域(图4中蓝色区域),最大未变形切削厚度hmax可根据刀具工件几何关系及切削参数求出,如公式(2)所示:

Figure 4. Schematic of the tool-workpiece contract in ultra-precision machining
式中:R、f和ap分别为刀具半径、进给率和切削深度。材料去除机制与最大未变形切削厚度相关,即最大变形切削厚度小于脆塑转变深度,材料通过塑性域去除。当最大未变形切削厚度大于脆塑转变深度dc,由脆性断裂主导了材料的变形过程,在已加工表面留下微坑和裂纹。由此通过分析比较hmax和dc,即可确定材料去除模式,如公式(3)所示:
Bifino等[24]的研究表明,dc取决于工件材料物理特性和加工条件,dc可通过公式(4)求出:
式中:β为常数,与切削条件相关;H、E和Kic分别是硬度、杨氏模量和断裂韧性,其取值如表1所示。Bifino指出对硬脆材料,β等于0.15[24],但并不适用于软脆性材料ZnSe晶体,因此考虑到ZnSe晶体材料特性修正几何常数为6.21×10−3。联立公式(2)~(4)即可确定不同加工条件下ZnSe晶体材料去除方式。如图5所示绘制了hmax的二维等高线图,hmax随进给速度和切削深度的增加而增大,当hmax小于dc即可求出在本研究条件下实现塑性域加工的切削参数设置,其中当进给率分别为2、1.5、1、0.5 μm/rev时,hmax分别对应为144.51、108.71、72.69、36.46 nm,由此可预测前两组切削区域位于脆性域,而后两组则处于塑性域。

Figure 5. 2D counter plot of hmax vs depth of cut and feed rate
-
如图6所示为FESEM在进给率分别为2、1.5、1、0.5 μm/rev的四个切削区域随机观测工件表面形貌。由于ZnSe晶体的晶粒取向各异引起材料机械响应不同,可根据图像灰度差异分辨晶界。如图6(a)和6(b)所示,当进给率分别为2 、1.5 μm/rev时,仅在特定晶粒上出现阶梯状裂纹和微坑,此时脆性断裂主导了材料去除行为,但随着进给率的降低阶梯状裂纹数量显著降低。如图6(c)和6(d)所示,当进给率降至1、0.5 μm/rev时,仅在进给率为1 μm/rev观测到少量凹坑,在进给率为0.5 μm/rev时加工表面光滑几乎不会出现裂纹和凹坑,塑性变形主导工件材料去除过程。因此,FESEM观测结果证实了前述延性域切削模型的正确性。
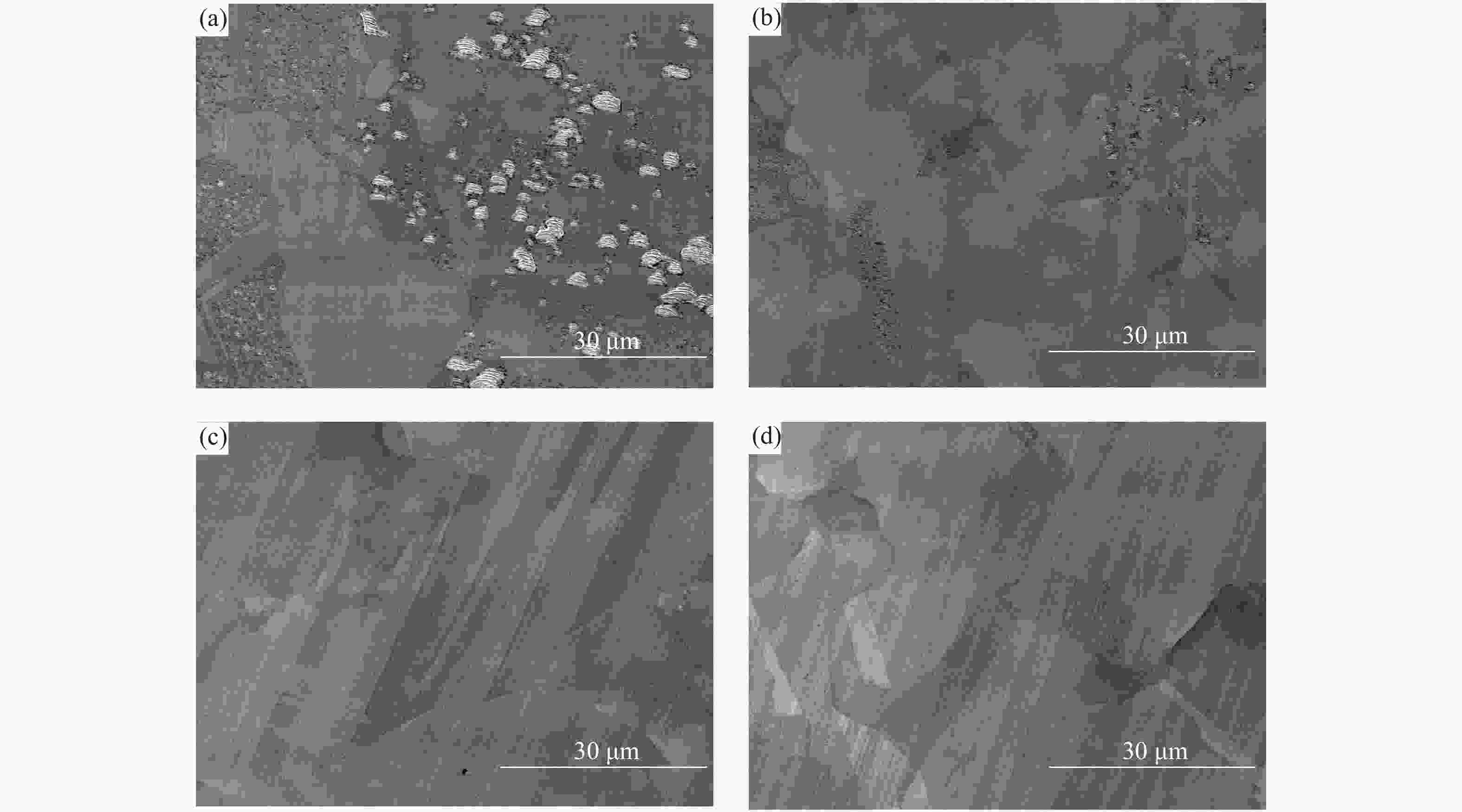
Figure 6. FESEM image of surface morphology under different feed rates. (a) 2 μm/rev; (b) 1.5 μm/rev; (c) 1 μm/rev; (d) 0.5 μm/rev
已有的研究表明[12]裂纹行为与晶体解理密切相关。ZnSe晶体在常温常压下具有面心立方结构,其解理面为{110}晶面族[25],包含6个等效解理面。当工件处于脆性域切削时,裂纹形核并倾向于沿解理面扩展,切削平面与解理面的夹角亦随晶粒取向的变化而变化。在理想状况下,阶梯状裂纹由裂纹形核并在相互垂直的两个解理面扩展造成。当切削方向与解理面夹角近似垂直时,裂纹倾向于扩展到切削平面,由于裂纹的交互作用形成连续的微凹坑缺陷。两种表面缺陷形成机理如图7所示。
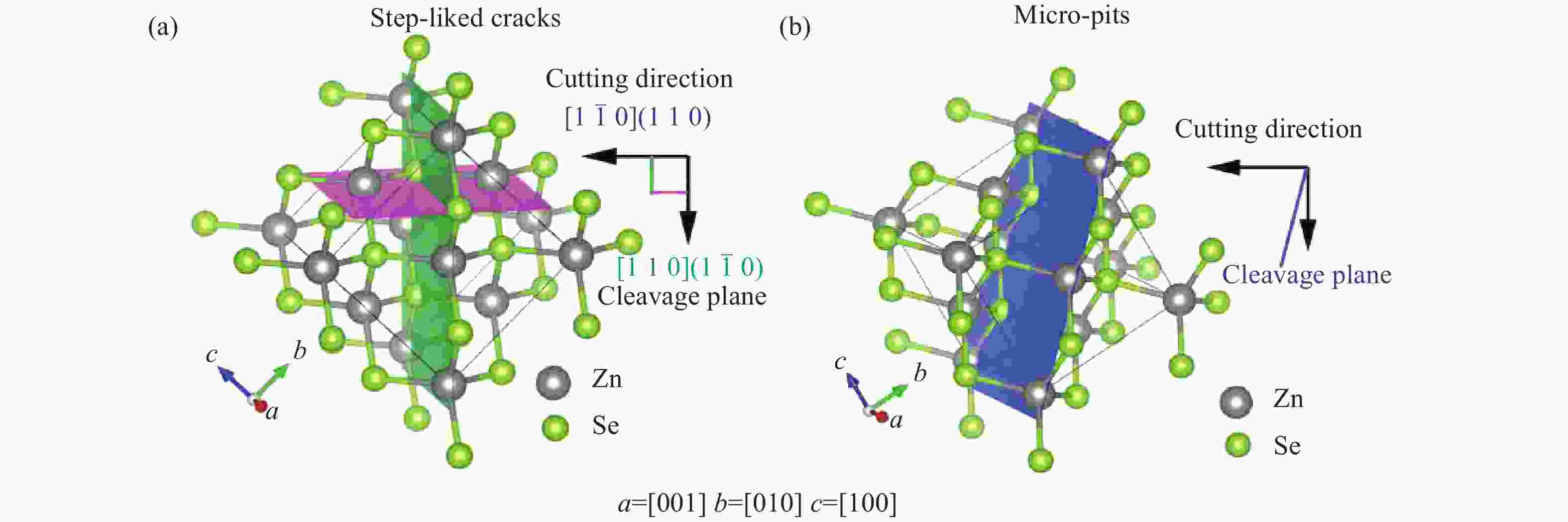
Figure 7. Mechanism of surface damage formation: (a) Step-liked cracks; (b) Micro-pits
-
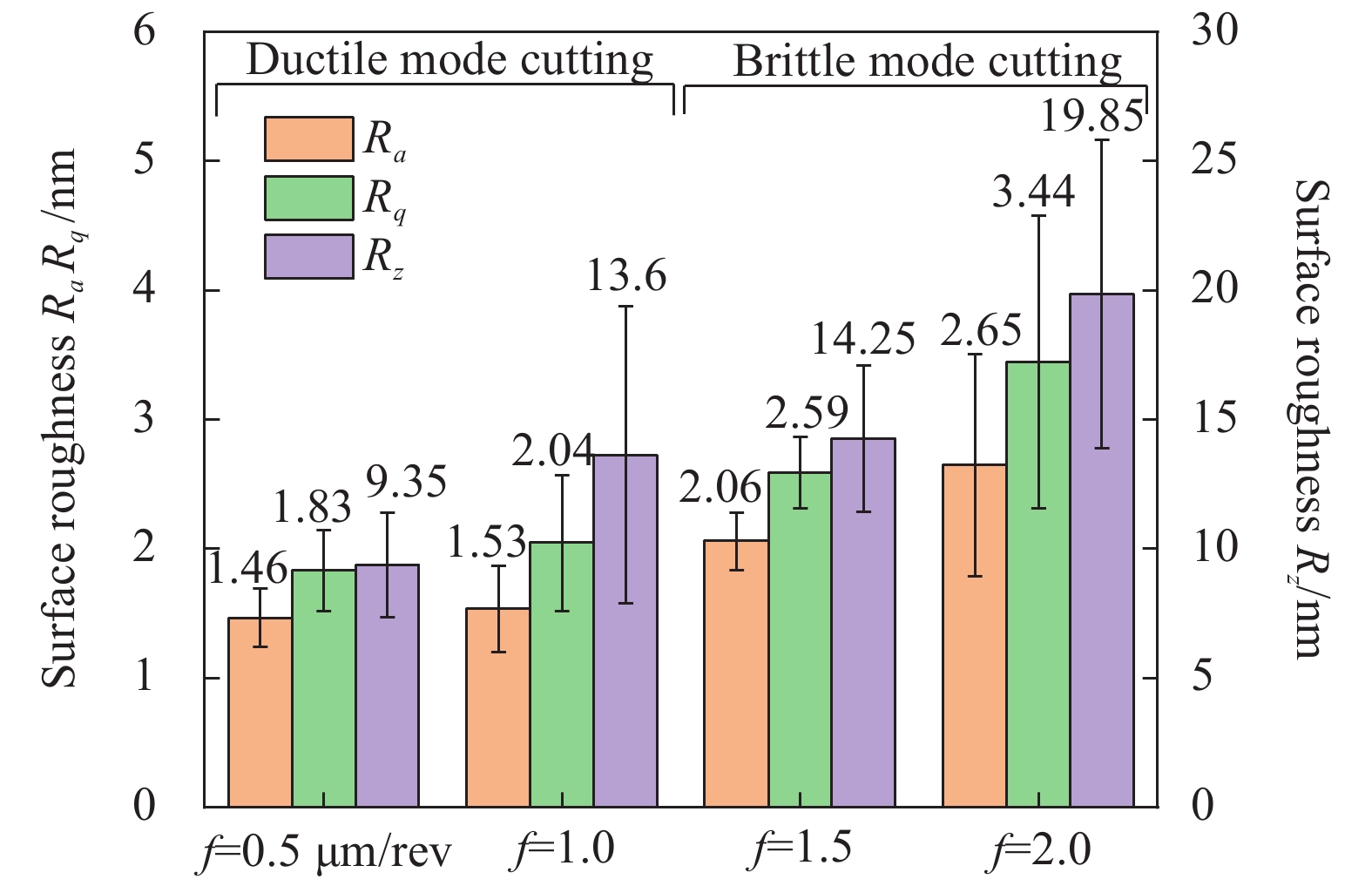
表面粗糙度是评价光学表面质量的重要指标,对于红外光学器件而言,当表面粗糙度超过阈值时,散射效应会导致图像质量下降[26];对于激光元件而言,表面缺陷会引起透射率下降,造成系统局部过热失稳乃至热损伤,甚至导致爆炸。因此获取低粗糙度超光滑表面对光学元件尤为重要。为了评价工件表面质量,在每个切削区域重复测量5次,分别计算表面粗糙度Ra、均方根Rq和轮廓的最大高度Rz的平均值。如图8所示为通过白光干涉仪测量的不同进给速率下工件三维表面形貌。工件表面损伤和亚表面损伤深度分别与Ra和Rz相关[21],如图9所示,随着进给速度降低,Ra、Rq和Rz呈下降趋势,随着进给率的降低工件表明质量明显改善。在进给率为0.5 μm/rev时,获得最小Ra为1.46 nm,最小Rz为9.35 nm,工件表面纳米光滑,具有最小的表面/亚表面损伤。
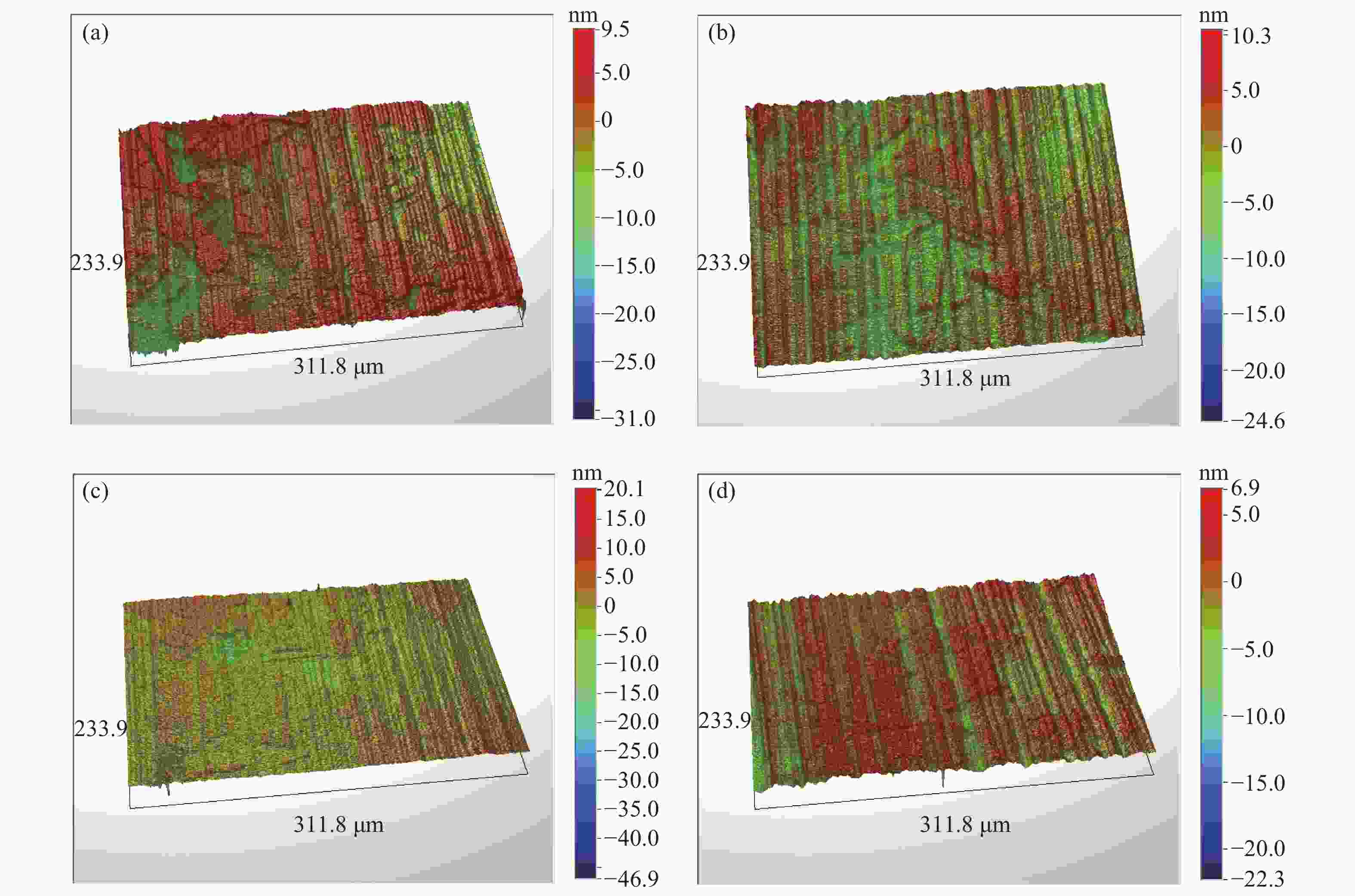
Figure 8. 3D surface morphany at different feed rates. (a) 2 μm/rev; (b) 1.5 μm/rev; (c) 1 μm/rev; (d) 0.5 μm/rev
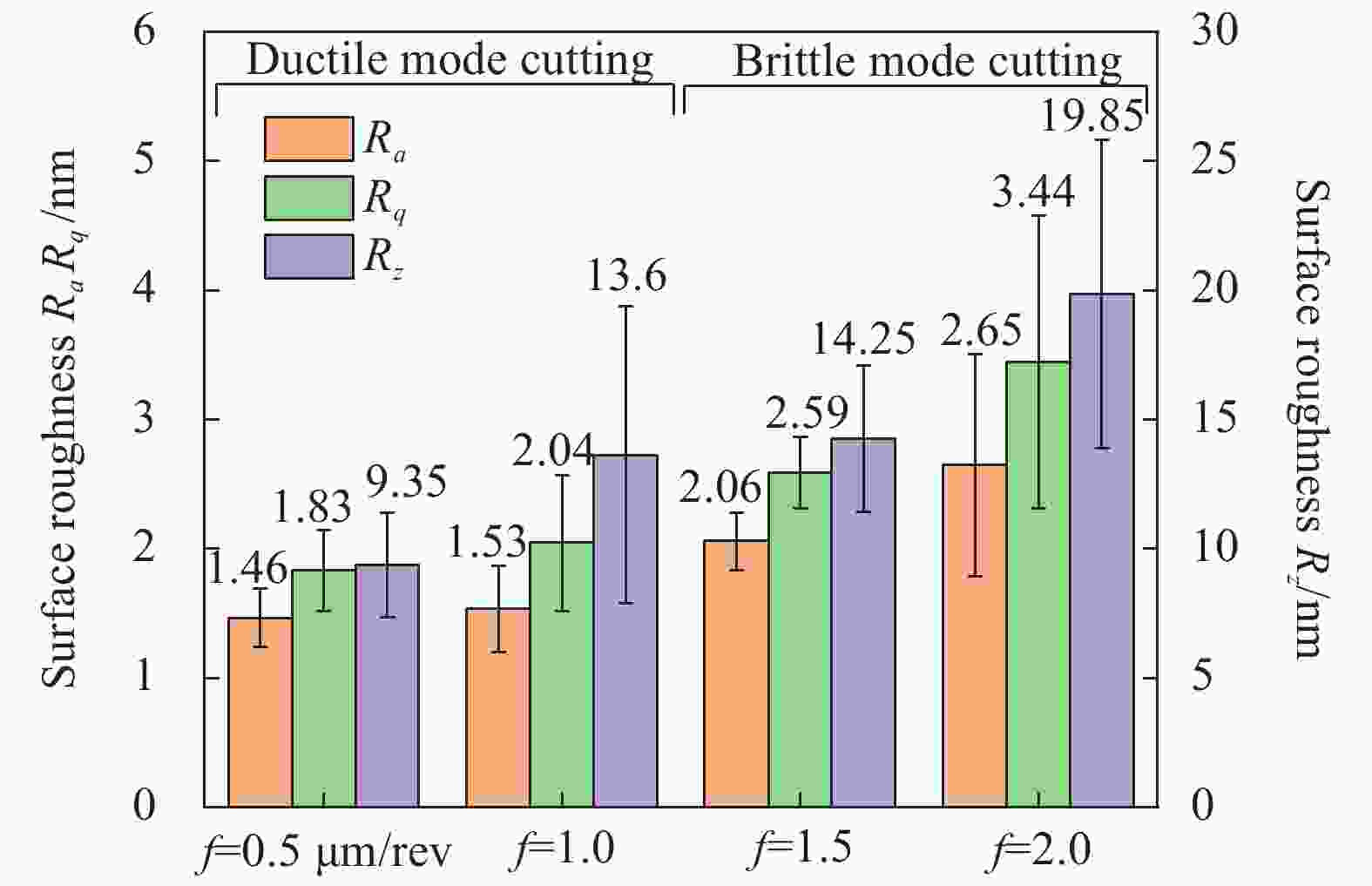
Figure 9. Surface roughness under different feed rates
-
高压相变是实现塑性变形的一种重要形式,在超精密车削/磨削单晶硅[27]、单晶锗[28]、碳化硅[29]中已有报道。对工件表面及切屑进行拉曼检测也成为探索材料亚表面变形机制的重要手段[28]。
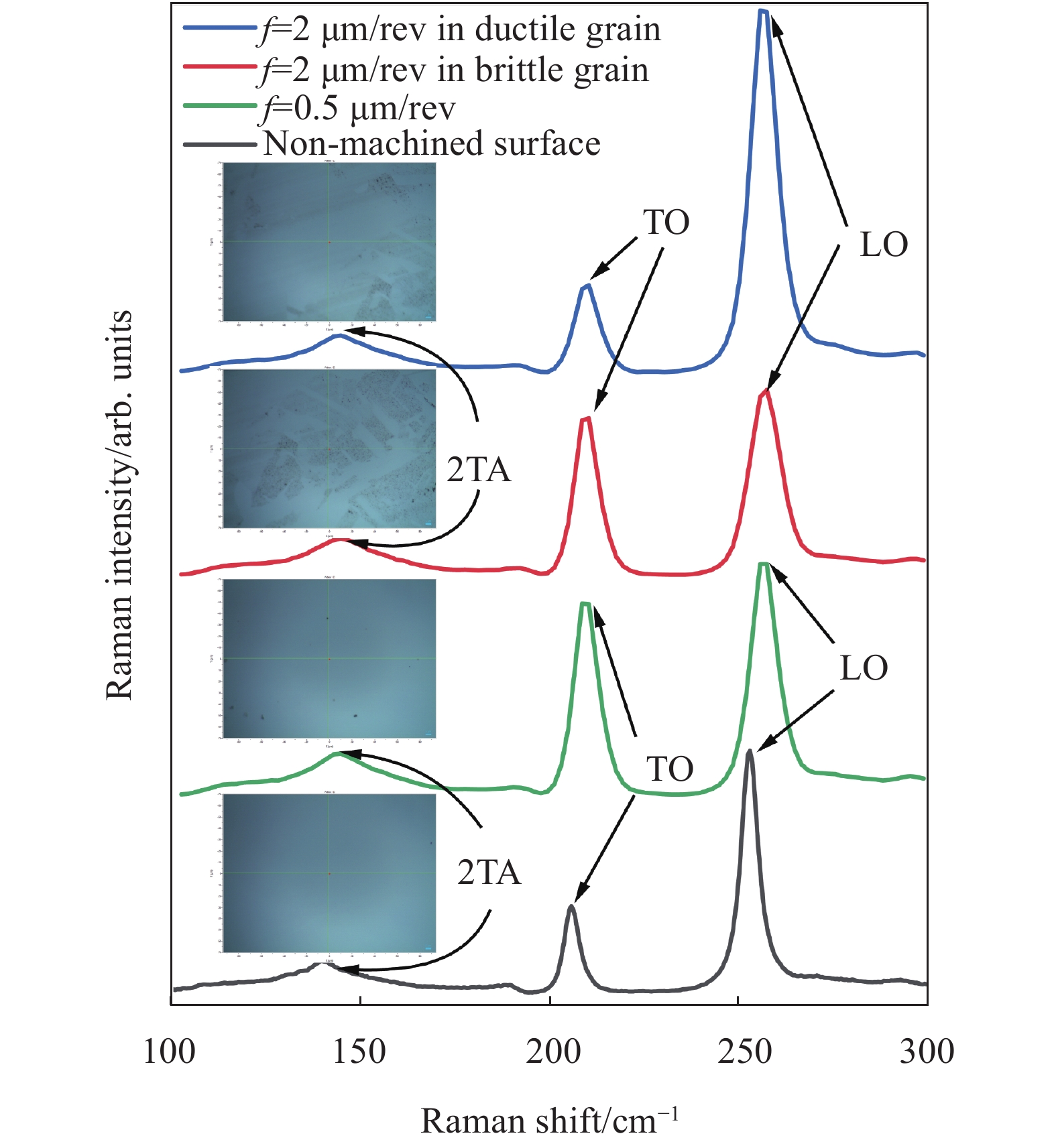
如图10示为未加工表面和在进给率分别和0.5 μm/rev下已工表面测得拉曼光谱。其中未加工表面的光谱在拉曼位移142.8、205.8、252.4 cm−1处有三个连续的峰,分别对应横向声学(2TA)、横向光学(TO)和纵向光学(FO)声子峰频率[30]。根据原位光学显微镜特别是在进给速度为2 μm/rev时,脆性断裂造成的黑色区域和塑性变形产生的白色光滑区域;在进给率为0.5 μm/rev时,光学显微镜下仅观察到由塑性变形产生的光滑区域(如图10插图示),选择这三处典型区域。拉曼光谱分析结果表明,所有已加工表面具有相似的轮廓,其中并未观到任何新峰产生和消失,由此说明在工件表面并未有相变或非晶化现象产生,这一点与单晶硅、锗等硬脆材料切削过程中主要由从金刚石结构转换到金属相或非晶相主导塑性变形不同。LO峰拉曼频率右移证实了工件表面存在残余压应力。

Figure 10. Raman spectra of the machined surface under different feed rates
为了进一步研究其相变行为,对切屑进行拉曼光谱分析。切屑的拉曼光谱如图11所示,观测结果表明2TA峰消失,TO峰频率部分在206 cm−1处发生分裂,剩余部分则移动到252.1 cm−1频率。TO峰分裂和频移证实了在切屑中发生了由闪锌(ZB)到岩盐(RS)结构的高压相变,相变应力约为12 GPa[31-32]。结合超精密切削特征[17],在切削过程中工件与刀具接触面上存在材料停滞点,由此将材料塑性流动分为两个方向。其中一部分材料通过刀具下方产生的静水压力区,而另一部分由于刀具的剪切作用向上运动从而形成切屑。研究表明只有在非静水条件下相变才是不可逆[33]。因此,已加工表面由静水压力导致的高压相变可能因发生逆转而不能被检测到,切屑中的相变由于刀具剪切作用而得以保持。
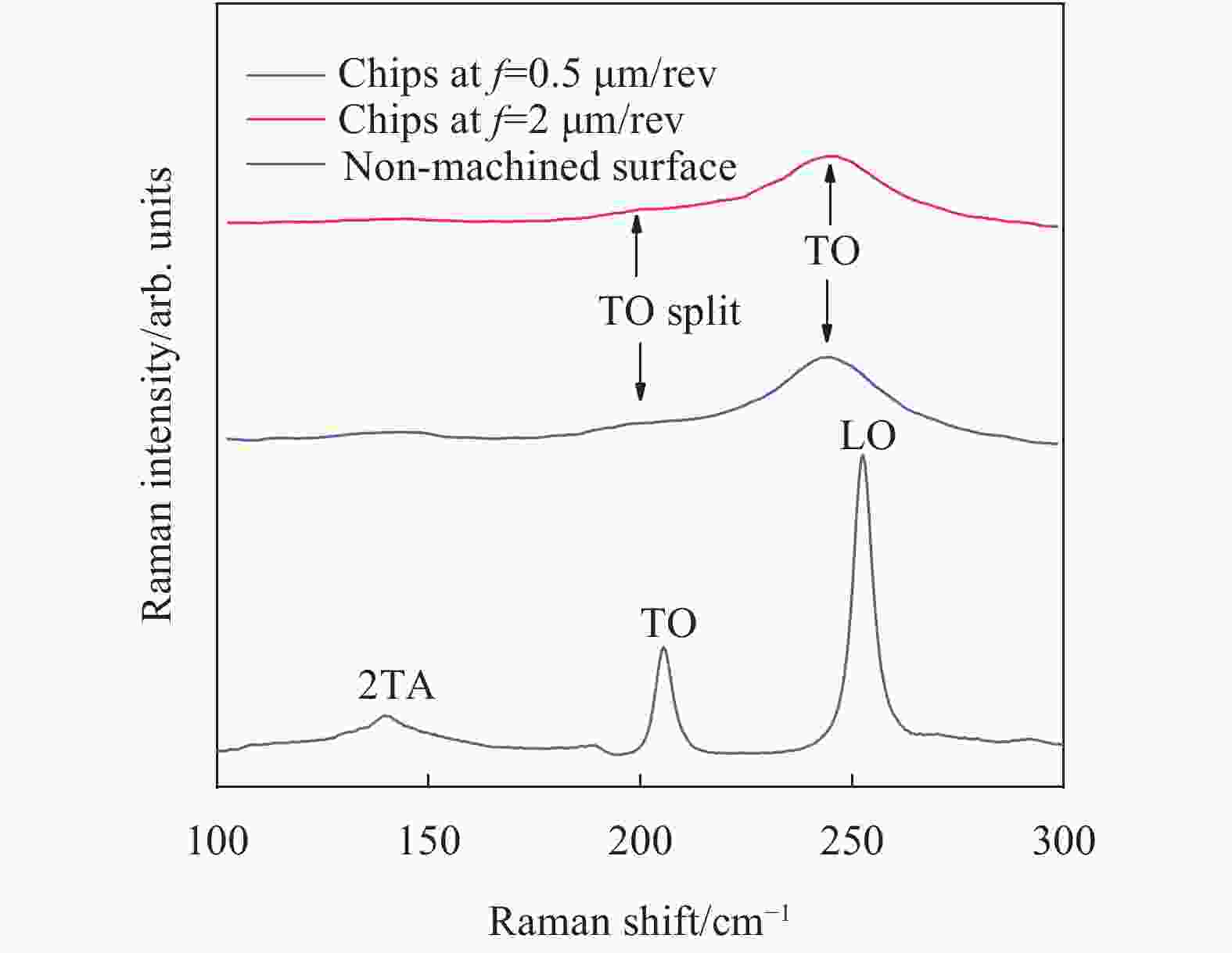
Figure 11. Raman spectra of the chips under different feed rates
-
针对软脆材料难加工的现状,以ZnSe晶体为研究对象,开展塑性超精密切削实验,探索其材料去除机理和裂纹形成机理。笔者研究对软脆性晶体超精密切削具有重要的指导意义。主要结论如下:
(1)采用槽切实验法,确定ZnSe晶体脆塑转变临界深度。选用负25°前角相较0前角刀具而言可更好地抑制裂纹形核扩展,有利于提高生产效率。
(2)提出通过控制最大未变形切削厚度以实现塑性域切削模型。基于WLI和SEM观测表面形貌,验证了该模型的正确性并成功实现ZnSe晶体塑性域切削。
(3)根据已加工表面存在的阶梯状裂纹和微凹坑两种表面缺陷,提出与解理相关的表面缺陷形成模型。
(4)基于拉曼光谱分析,切屑发生金属相变,已加工表面在静水压力的作用下发生可逆相变,因此未在已加工表面检测出任何相变,而由于剪切作用切屑中相变得以保持。
(5)随着进给速度的降低,ZnSe晶体的表面质量有所提高。最终在进给率为0.5 μm/rev下成功加工出粗糙度为1.46 nm的光滑表面。
Study on the material removal mechanism of ZnSe crystal via ultra-precision diamond turning
doi: 10.3788/IRLA20200403
- Received Date: 2020-10-22
- Rev Recd Date: 2020-11-12
- Publish Date: 2021-06-30
-
Key words:
- ZnSe crystal /
- ductile-brittle transition depth /
- ductile regime machining /
- surface defects formation /
- material removal mechanism
Abstract: ZnSe crystal has been widely used in infrared imaging and laser systems. However, as a typical soft-brittle material, the material removal mechanism in ultra-precision diamond turning process has not been clarified, it is still challenging to obtain nano-smoothed surface. In the study, the effect of tool ranke angle on ductile-brittle transition depth of ZnSe crystal have been investigated through novel plunge-cutting tests. The ductile regime machining model was revealed by comparing the maximum undeformed chip thickness and ductile-brittle transition depth. With the aid of FESEM, white light interferometer, and Raman spectrometer, the effect of feed rate on surface roughness, surface quality, phase transition and subsurface damage were systematically investigated. The surface defects formation mechanism was proposed. Furthermore, the material removal mechanism of ZnSe crystal in ultra-precision diamond turning process have been revealed.








 DownLoad:
DownLoad: