






-
高功率激光装置在建造和运行过程中,不可避免有大量颗粒污染物以及NVR残留在光机元件的表面及亚表面,在重力及范德瓦尔斯力作用下光学元件表面会不断累积颗粒污染物。受到污染的光学元件的损伤阈值将会受到严重影响,随着打靶发次的增加,颗粒污染物诱导光学元件损伤呈指数型增长,大幅降低装置的运行性能以及输出能力[1-4]。结合美国国家点火装置(NIF)反射镜表面污染物监测和去除系统的研究结果[5],光学元件表面的洁净处理直接关系到装置运维的经济性,对光学元件表面进行在线洁净处理是保障反射镜长寿运行的关键。
主机装置面朝上45°的大口径反射镜(610 mm×440 mm)承担着较高能量的输出任务,为了提高装置在高通量下的稳定输出,光学元件的表面洁净工程必须做到严格进行[6]。然而,大家发现不论是打靶前还是打靶后,反射镜表面都可能出现沉降颗粒污染物,这些污染来源于装置建造期,也可能来源于打靶后光机模块的损伤溅射,当反射镜表面存在较大颗粒时极易引起打靶后出现损伤。因此,对运行环境中反射镜表面颗粒污染物进行在线洁净处理,降低大口径光学元件的损伤概率,是确保高功率固体激光装置能够高通量稳定、可靠运行的关键。根据美国NIF风刀的运行来看[7],LM5反射镜中由于采用了风刀,确实降低了光学元件的损伤概率。
文中基于以往学者的研究基础[8-11],对大口径反射镜表面的颗粒污染物去除工艺、去除效率以及颗粒沉降规律进行研究和分析,以获得较优的在线洁净处理工艺以及较高的光学元件表面颗粒污染物去除效率,确保整个装置的稳定、可靠运行。
-
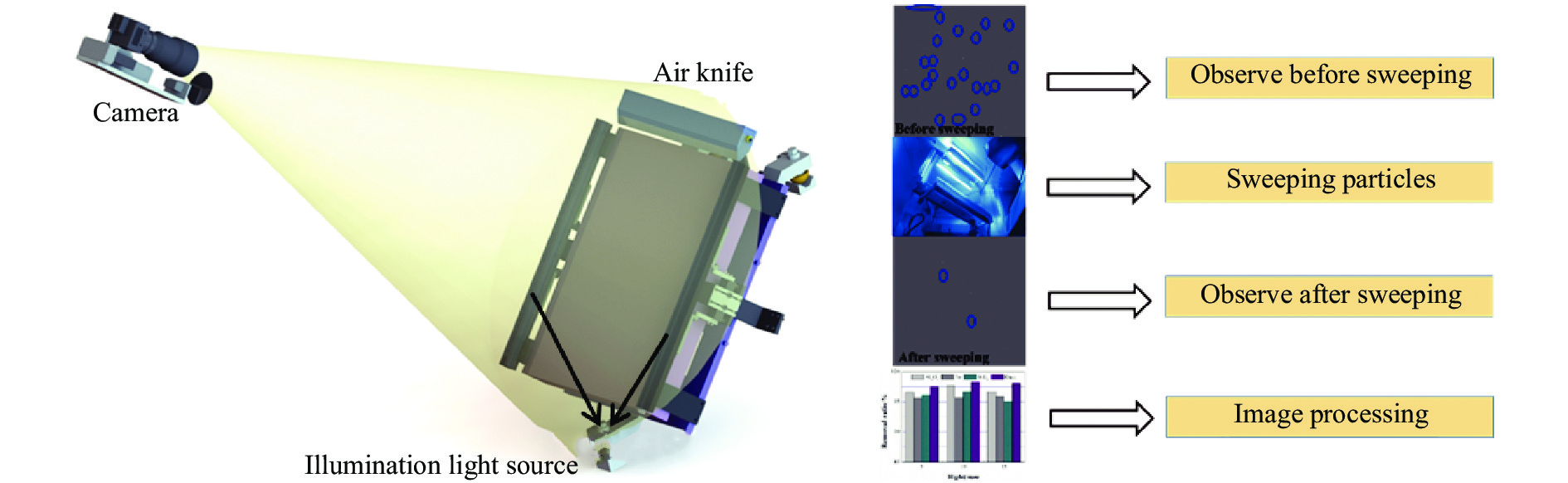
风刀采用成熟的商业产品,出风口尺寸为100 μm,可以承受1.7 MPa的压力,出风口最大速度超过100 m/s。该气路系统能够在不同吹扫方式之间(吹扫时间、吹扫次数)快速切换,且能够对运行期间的信息进行反馈与监控。气体传输管道内表面采用304不锈钢电化学抛光,内表面粗糙度可达0.1 μm左右,完全能够保证气压传输的低损耗与可靠性。风刀利用隔震缓冲连接技术固定于反射镜顶端,刀口朝向镜面,当气流流经风刀口喷射后,反射镜表面的灰尘污染物将暴露在迎风面积下,在风力的作用下使灰尘颗粒得到有效去除。图1所示为风刀吹扫去除反射镜表面颗粒装置图及处理流程图。

Figure 1. Experimental setup for surface contamination of reflector removal by air knife sweeping and its flow chart
-
暗场监测系统硬件主要由便携式计算机、系统控制器和 CCD 镜头快速更换组件三部分组成,系统放置在观察窗口外,不与主激光光路干涉。其中,系统控制器集成了光源控制、镜头变焦电机控制、镜头调焦轴控制和光阑调节控制的功能。便携式计算机与系统控制器连接后,可以对光源强度、镜头焦距、光阑开合程度和成像清晰度进行自动调整,在线监测成像系统采用5/3″大面阵 CCD,配合10倍变焦距光学镜头和高亮度侧照明光源,对反射镜表面进行全局暗场成像,相机的像素为6600×4400,镜头放大倍数为10倍,根据反射镜的尺寸(610 mm×440 mm),在不考虑放大倍数的情况下,理论可以检测的最小分辨率为100 μm,考虑到散射放大两三倍,可以检测的颗粒分辨率为33~50 μm,因此可以对30 μm以上颗粒污染物进行检测。
图像采集分析软件具有自动变倍、调焦,图像显示、处理、保存、局部放大,表面洁净度状况显示和分析、记录保存等功能,在线监测系统自动获取图像并对其进行后处理,以获取灰尘颗粒的尺寸、位置、分布、变化等信息,从而对反射镜表面的洁净度状态变化进行动态跟踪。
-
所做实验的总体思路为先通过离线实验判断风刀安装的边界条件对去除效率的影响,再通过主机在线实验检验风刀的吹扫效率。离线实验采取人工制备不同污染物(Al2O3颗粒、Fe颗粒、SiO2颗粒、灰尘颗粒,粒径在40~150 μm之间),在风刀吹扫前先用酒精绸布擦拭反射镜表面,得到干净的本底,再将污染物尽可能地均匀撒到反射镜表面,随后开启风刀吹扫,采用暗场监测系统分别对吹扫前和吹扫后的颗粒进行统计分析,得到去除效率。在离线实验中,为了减少外界干预因素的影响,每次实验的干净本底均保持一致,不同实验下实际撒到反射镜表面的颗粒数目基本一致。由于每块反射镜表面的颗粒数目(基数)不同,并且颗粒的种类也是混合型,在在线实验中分别对不同基数颗粒的在线去除效率进行统计,长期监测反射镜表面颗粒的数目变化,从而得到沉降规律,为风刀的在线运行方式提供依据。
-
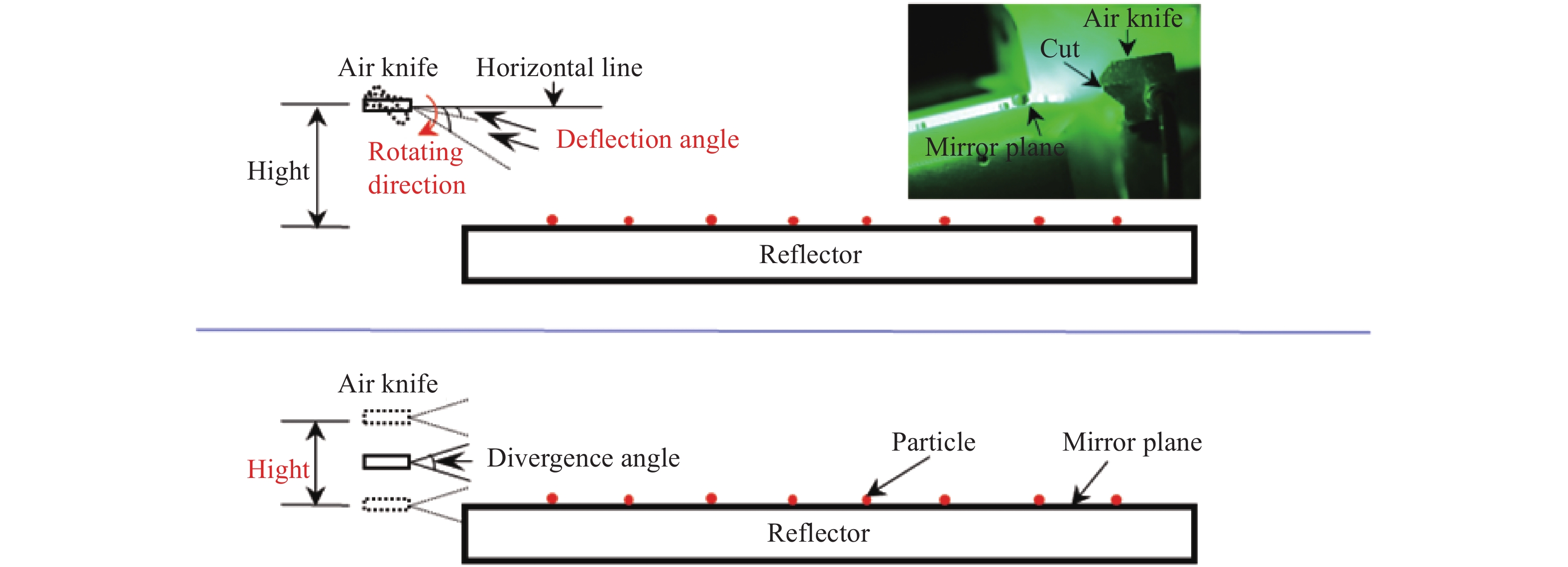
风刀吹扫去除反射镜表面颗粒受很多因素影响,风刀的偏转角度(Deflection angle)、风刀距镜面的高度(Hight)及风刀与反射镜之间的距离都会影响去除效果。因此,有必要对上述情形进行实验研究,离线判断风刀吹扫去除反射镜表面颗粒效率的各类因素。图2所示为风刀吹扫去除反射镜表面颗粒的边界模型。

Figure 2. Boundary model of surface contamination of reflector removal by air knife sweeping
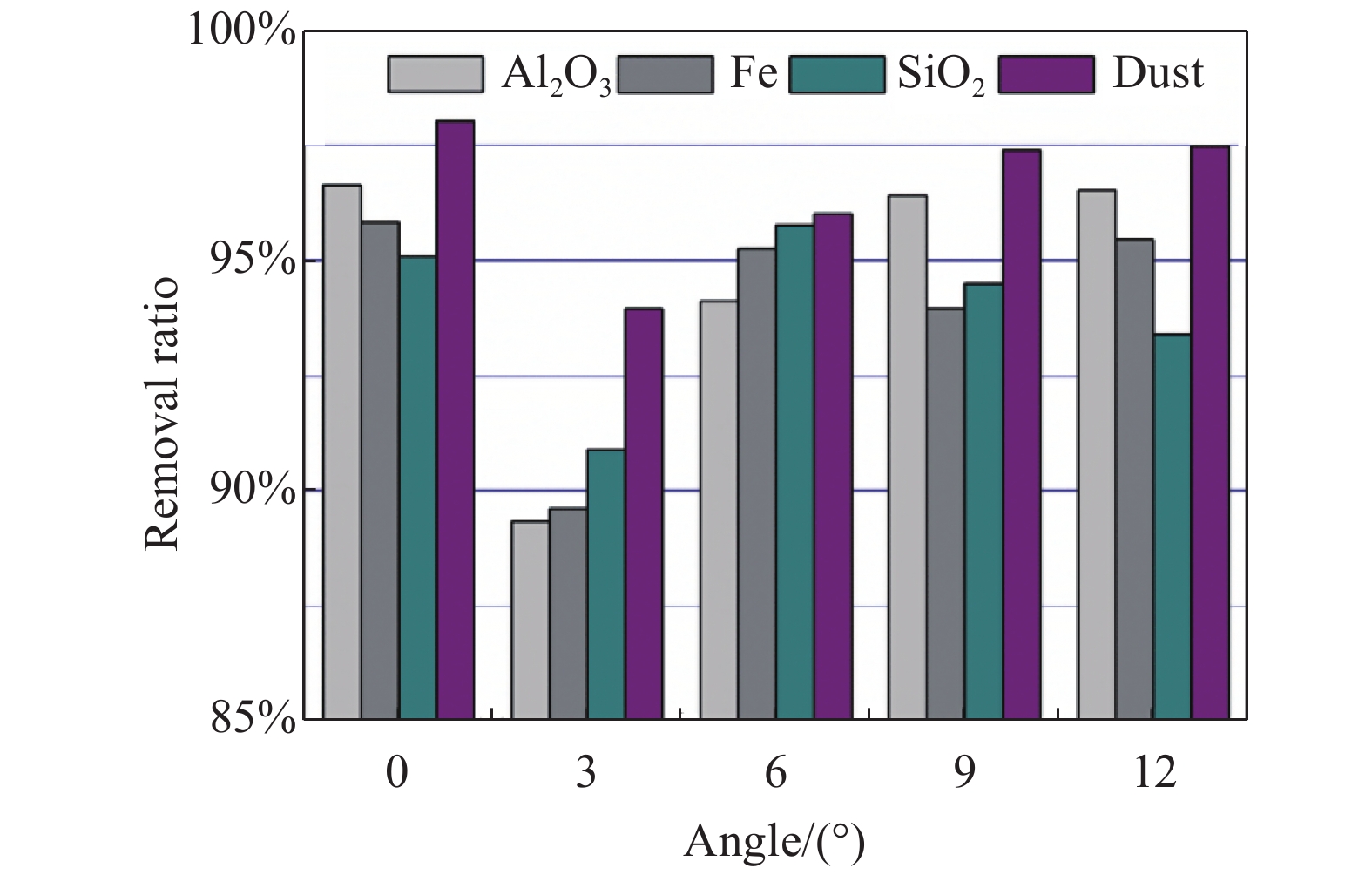
高压气体从风刀极窄的出风口喷射时一般存在发散角,根据风刀的出厂参数可以计算其发散角(Divergence angle)约为1.2°,其作用力较为集中。对于颗粒而言,其受到梯度分布的风力作用,当风力达到颗粒的脱附临界值时[11-14],颗粒发生滚动、拉升而被去除。实际吹扫时,风刀的偏转角度会影响风刀气流在镜面的流场分布,直接导致风力的作用面积和方向发生改变,从而影响表面颗粒的去除效率。图3所示为风刀的偏转角度与表面颗粒去除率的关系,风刀距离镜面的高度固定为15 mm。

Figure 3. Removal ratio vs. deflection angle of air knife for different contamination types
由图3可以看出,当风刀的偏转角度相同,不同种类颗粒的去除效果不同,但是在同样的偏转角度下灰尘颗粒的去除效率最大,这是由于灰尘颗粒的密度较小,灰尘颗粒与镜面之间的粘附力较低所致。经过数据分析,就不同种类的颗粒在多种角度下的吹扫效果而言,灰尘颗粒(5种角度)整体平均去除效率最高,可达96.5%,Al2O3和Fe的去除效率次之,SiO2的去除效率最低,平均去除效率不足94%。并且笔者发现风刀偏转0°的(4类污染物)平均去除效率最高,可达96.4%,这是由于在0°时颗粒受到气流的冲扫面积最大,偏转角度增大,气流沿镜面的吹扫长度会减少,并且气流沿镜面长度方向的作用分量减少,故0°下的颗粒去除效率最高。
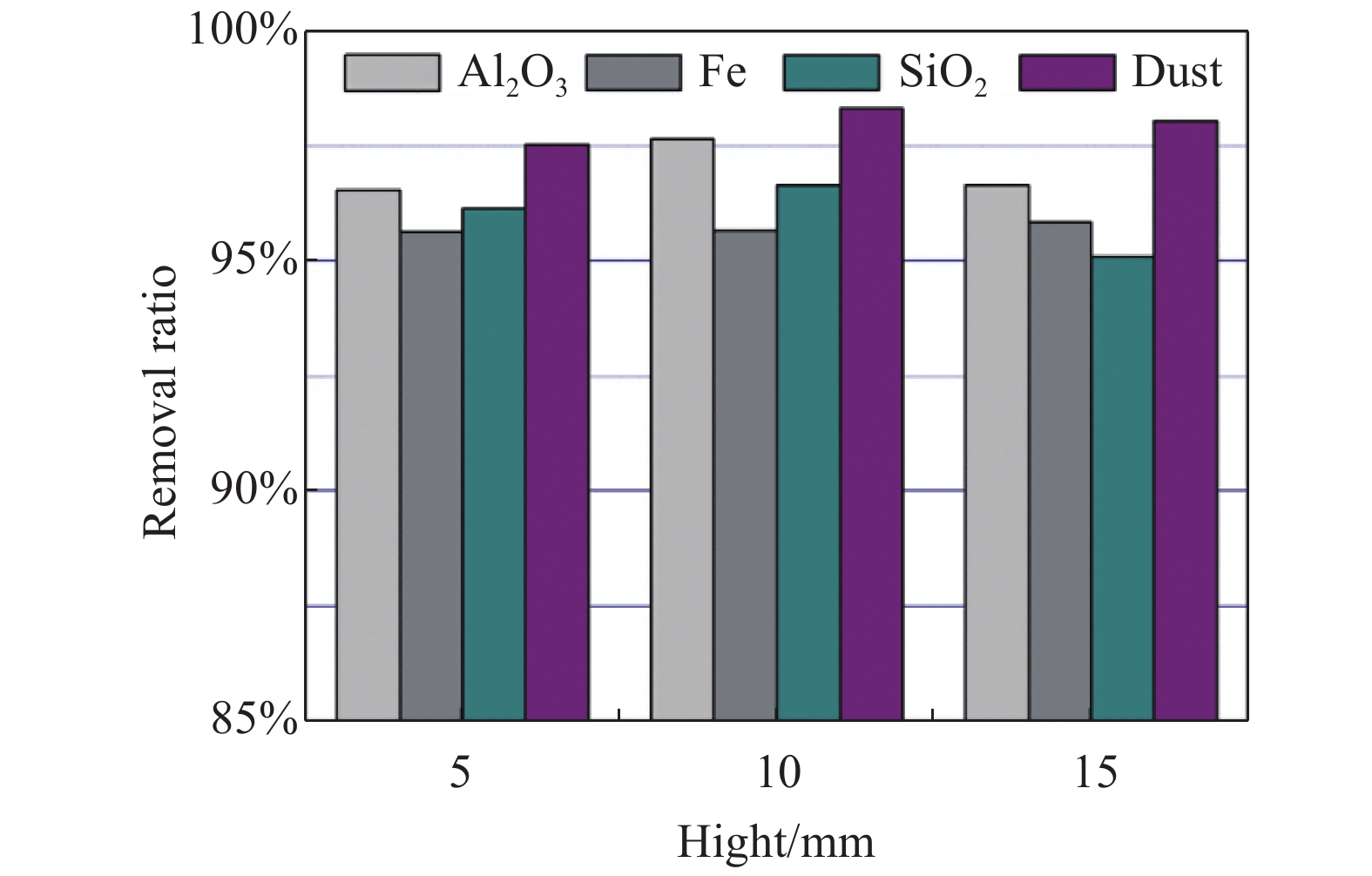
图4所示为不同种类颗粒的去除效率随风刀距镜面高度的变化情况,此时风刀的角度固定在0°。可以看出,所有颗粒的平均去除效率高于95.5%,并且随着高度的变化,去除效率先增加再减少,当风刀距离镜面高度为10 mm时,平均去除效率最高,可达97%,增幅0.6%,风刀距离镜面高度5 mm和15 mm时,平均去除效率基本持平,达到96.4%。联系上文可以推断出风刀吹扫镜面颗粒的最佳去除效率的边界条件为风刀偏转角度为0°且风刀距离镜面10 mm。

Figure 4. Removal ratio vs. the installation height of the air knife for different contamination types
根据风刀的出厂参数,已知其出风口速度为最大,故风刀与反射镜之间的距离越近更有利于污染物的去除,因此,文中未对该边界条件进行实验验证,均在同样的距离和压力(与在线的压力相同)下进行实验。
-
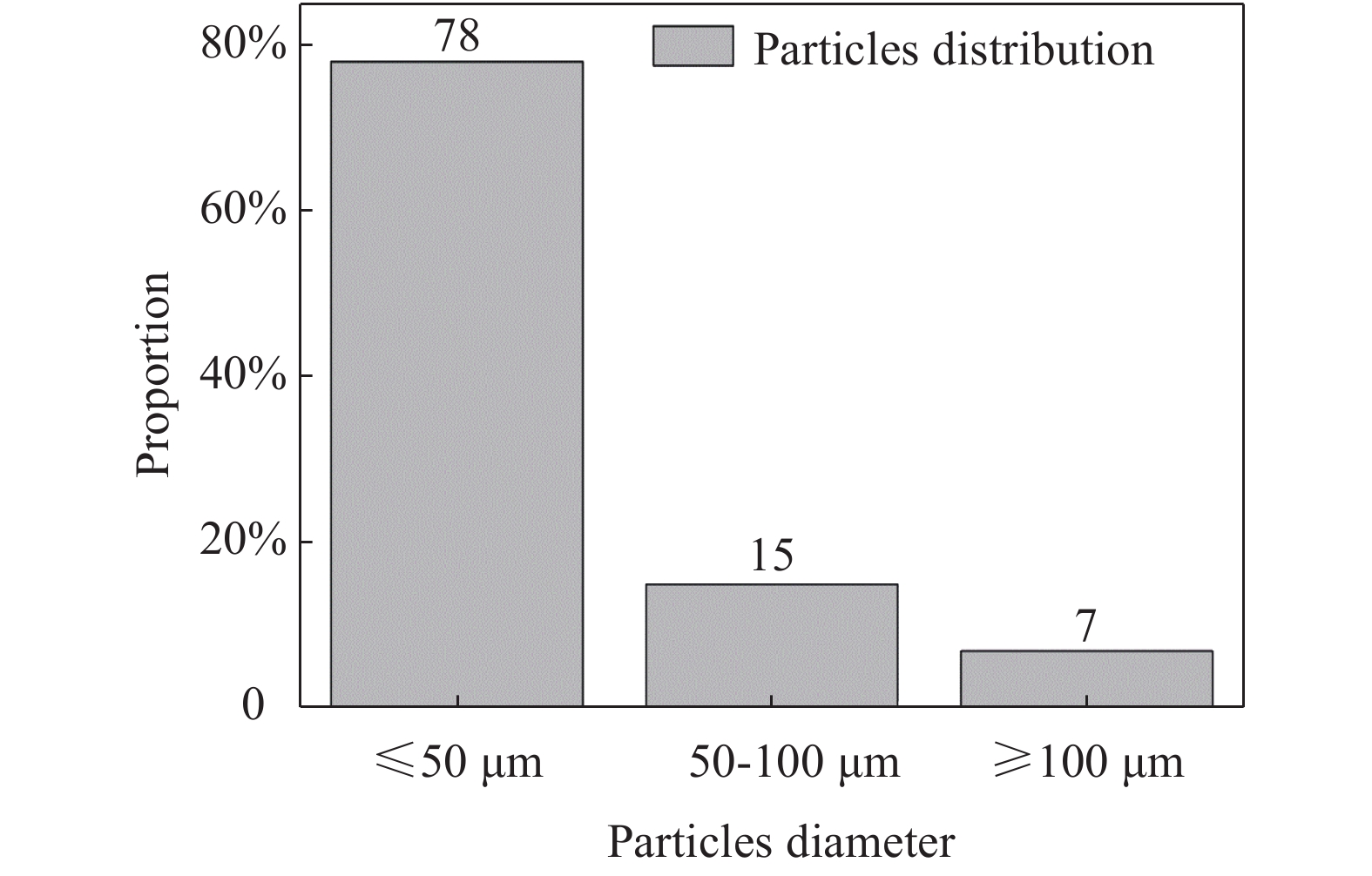
根据2.1节离线实验结论开展在线实验。主机装置共有48套面朝上45°姿态的反射镜,通过主机装置在线监测系统对其中13块反射镜进行在线监测(未进行风刀吹扫),得到反射镜表面污染物的粒径分布,如图5所示。其中,50 μm以下的颗粒污染物占比78%,占据主导地位,50~100 μm之间的颗粒污染物占比15%,100 μm以上的颗粒污染物占比7%。表面洁净度等级是一种定量描述待关注表面洁净的程度,根据洁净度的相关标准和规范,明确洁净度等级的计算方法为:
$\lg n = 0.926({\lg ^2}{x_1} - {\lg ^2}{x_2})$ ,其中lg为常用对数符号,n为颗粒物个数,0.926为斜线倾角的正切值,x1为洁净度等级,x2为以微米表示的颗粒物尺寸。表面洁净度100级是指在0.1 m2范围内100 μm的颗粒不超过1颗,并且其他低于100 μm的粒子也不超过公式中定义的数目上限,通过风刀吹扫,大量表面大于50 μm的粒子被吹除反射镜表面,从而将表面洁净度等级提高至100级以内。高功率固体激光装置要求光学元件表面的颗粒物洁净度等级满足表面50级的标准[15],详见表1表面颗粒物洁净度等级,图表对比可以发现装置的反射镜表面洁净状况不满足要求,介于表面100~300级之间,根据Miao Xinxiang等人的文献资料[6],当光学元件表面存在超过 60 μm 尺度的颗粒染物时,在约16.9 J/cm2的激光能量密度作用下,光学元件表面即发生损伤。因此,为了保障高功率激光装置的稳定运行,减少元件损伤概率,有必要对反射镜表面污染物进行去除。
Figure 5. Particles contamination diameter distribution on the reflector surface
Cleanliness level Particles size/μm Count/0.1 m−2 Cleanliness level Particles size/μm Count/0.1 m−2 50 5 166 300 25 7450 15 24.6 50 1021 25 7.2 100 95 50 1 300 1 100 15 264 500 50 11800 25 78.4 100 1090 50 10.7 300 11.5 80 2.2 400 2.9 100 1 500 1 200 15 4180 1000 100 42600 25 1230 300 448 50 169 500 38.7 100 15.8 750 4.7 200 1 1000 1 Table 1. Surface cleanliness levels of particles contamination
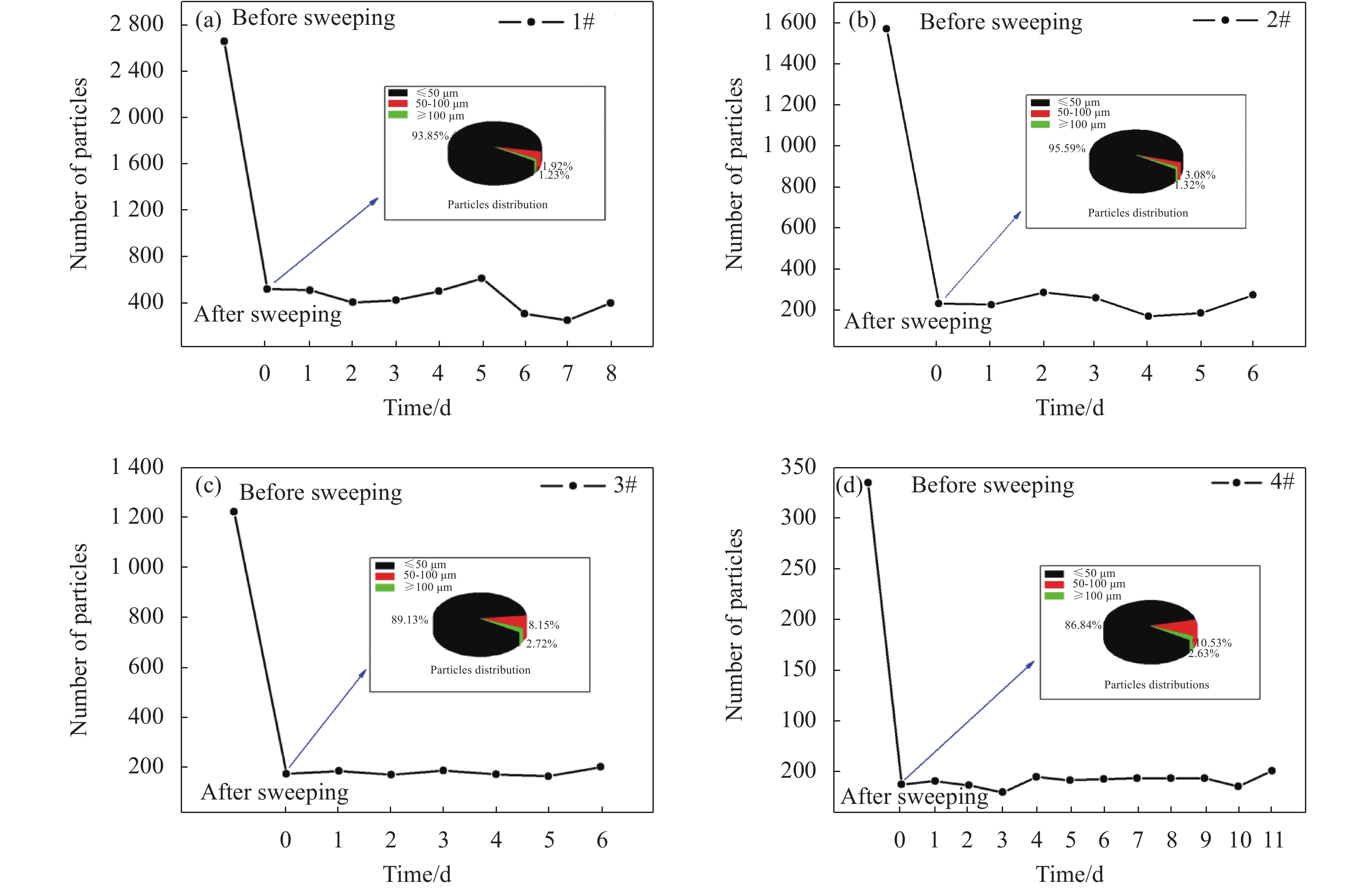
基于主机装置在线洁净风刀吹扫及监测系统,笔者对其中4块反射镜表面的颗粒污染物(颗粒数目递减)进行在线去除实验,以判断风刀吹扫后反射镜表面颗粒的去除情况。在线实验的参数为:风刀吹扫压力为0.55 MPa,风刀出风口速度约为59.9 m/s,在同样的曝光参数下对吹扫前后的反射镜表面颗粒进行数据采集,随后每隔一天对反射镜表面的颗粒进行采集,并持续一周左右,以监测吹扫后反射镜表面的颗粒沉降情况。图6所示为在线吹扫后反射镜表面颗粒数目随时间的变化情况。

Figure 6. Maintenance of reflector surface particle cleanliness before and after online sweeping, 1#2#3#4# stand for four reflectors separately
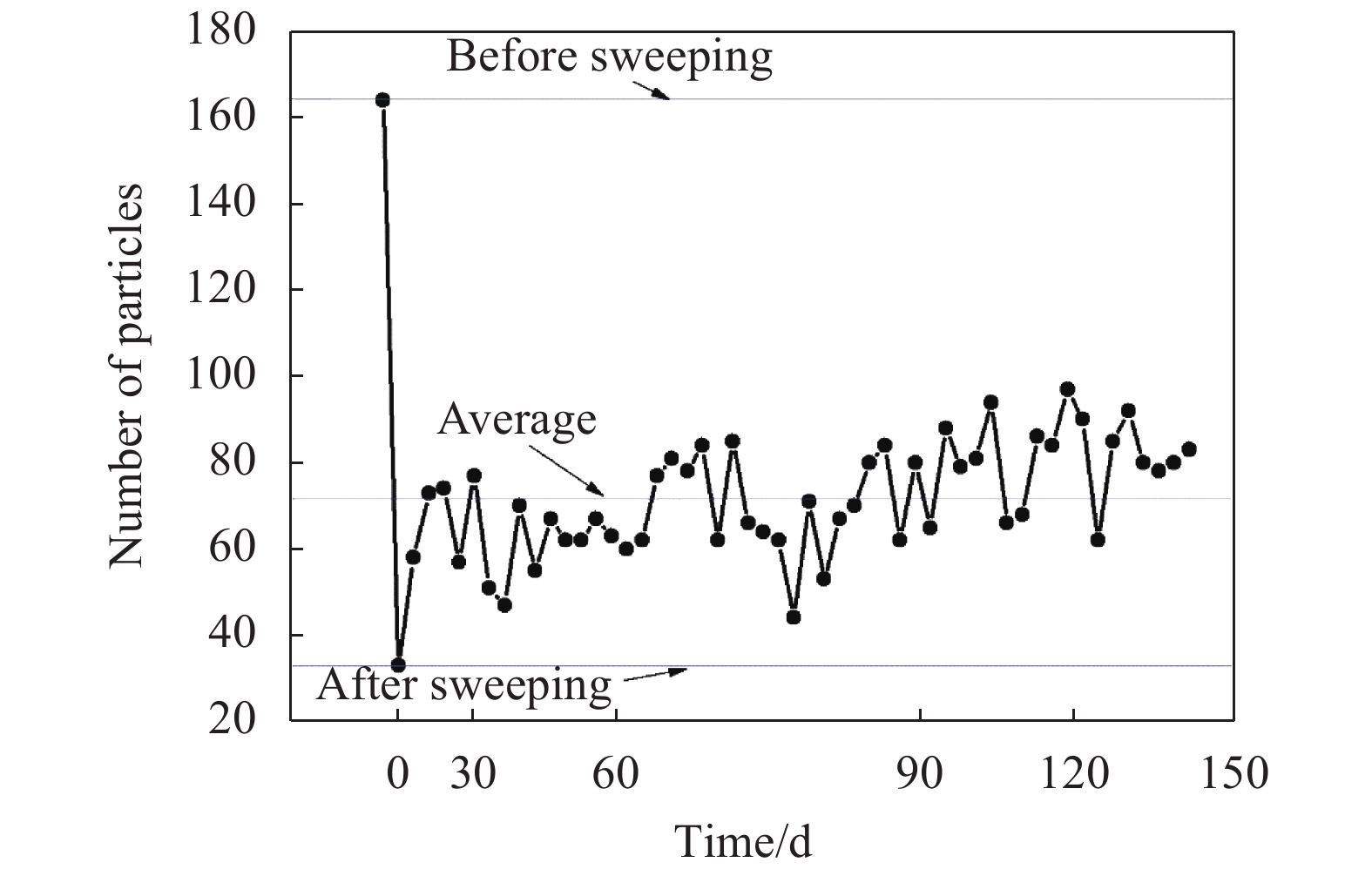
根据图6,风刀吹扫后,4块反射镜表面颗粒的去除效率分别为80.4%、85.2%、85.5%和88.6%,并且50 μm以上颗粒物的占比明显减少,镜面的洁净度可恢复至100级以内,随着时间的变化,反射镜表面的颗粒数目动态浮动,在一周时间内,未见明显变化。这说明,尽管反射镜表面颗粒的基底数目不同,但并不影响风刀的去除效率,这也从侧面说明反射镜表面颗粒及镜面之间的状态基本一致。同时,笔者也发现在线去除效率比离线去除效率低,这主要是因为实验条件不同,在线的反射镜表面颗粒集中在50 μm及以下,而50 μm及以下的颗粒极难去除[6],并且在线的反射镜表面颗粒的种类也是混合型,因此,低于离线实验的去除效率也属于正常。从吹扫后反射镜表面的颗粒沉降来看,颗粒物吹扫后并未大量“飘”回镜面,而是在重力和浮力的作用下,靠近镜面的颗粒时有沉降或脱离镜面,并未发生明显的聚集性沉降,这说明风刀对去除反射镜表面颗粒是有效的。4号反射镜一周后略有增加的趋势,但是不能反映长时间的沉降情况,因此,为了研究吹扫后反射镜表面长时间的沉降规律,专门对某束组反射镜进行长达5个月的表面监测。图7所示为某束组风刀吹扫后反射镜表面颗粒沉降约5个月的变化情况。

Figure 7. Long-term maintenance of reflector surface particle cleanliness
可以看到,该反射镜吹扫后的去除效率为79.9%,吹扫后一周内反射镜表面有较明显颗粒沉降,沉降量约为吹扫后镜面颗粒的1.2倍,这可能是由于该反射镜上方管道内壁有较多颗粒污染物,这些颗粒物在外界的震荡或腔内气流的作用下自由沉降至反射镜表面,尤其是当箱体的结构正好阻挡气流时,会直接引起回流,将吹走的颗粒反方向碰撞后重新沉降,这一点也在NIF的文献中得到证实[5]。吹扫一周后随着时间的变化,镜面颗粒数目动态浮动,在近5个月的持续监测下,基本保持不变,总体平均去除率约为55.5%。该结果仍然表明风刀吹扫对于去除反射镜表面颗粒污染物具有积极作用。
上述实验表明:风刀吹扫后反射镜表面颗粒污染物会明显降低,但是随着时间的增加,存在新的颗粒沉降至反射镜表面的概率。因此,为了降低主机反射镜表面颗粒污染带来的光学元件损伤的风险,建议风刀吹扫的频次不低于每周吹扫一次。
-
文中对主机大口径反射镜表面的颗粒物洁净控制技术进行了研究,通过离线实验分析了不同影响因素对颗粒物去除效率的影响,获得最优吹扫效率的实验条件为:在0.55 MPa的吹扫压力下,风刀偏转角度为0°且风刀距离镜面10 mm。研究发现风刀吹扫技术对50 μm以上的颗粒去除率远高于50 μm以下的颗粒,经过5个月的长期验证发现:总体去除率约为55.5%,该技术对反射镜表面洁净具有积极作用。并且通过长期在线实验,发现风刀吹扫后反射镜表面颗粒数目长期存在振荡并呈现逐步递增趋势,一般一周后沉降量为吹扫后镜面颗粒总量的1.2倍,同时并给出了风刀吹扫运行建议。
Experimental study of particles cleanliness control on the surface of large-aperture reflector
doi: 10.3788/IRLA20210117
- Received Date: 2021-02-22
- Rev Recd Date: 2021-04-25
- Available Online: 2022-01-06
- Publish Date: 2021-12-31
-
Key words:
- large-aperture reflector /
- particles contamination /
- cleanliness /
- air knife sweeping
Abstract: To the damage caused by surface contaminants from the reflector in the high power solid laser facility, the offline experiment and online experiment were carried out respectively, the remove rate of surface contaminants was investigated based on air knife combining dark field imaging technique. Experimental results show that when the deflection angle of the air knife is 0° and the distance between the air knife and the surface of large-aperture reflector is 10 mm, the removal effect of dust particles is the best, up to 96.5%, followed by particles of Al2O3 and Fe with same size, particles of SiO2 with same size is weakest, and the online average removal rate can reach 84.9%. Through the online research on the deposition law of particles pollutants on the surface of the large-aperture reflector, it is shown that the long-term cleanliness of the reflector surface can be realized by using the air knife sweeping technology once a week, which can be extended to large-aperture high-energy laser facility and future super large-scale high power laser facility.


 DownLoad:
DownLoad: