






-
近年来,我国的卫星遥感事业正在大步迈进商业时代,高质量、高时效性的图像信息产品在促进地区经济发展、保障国家空间地理信息需求等方面发挥了重要的支撑作用。从提高星座使用效率的角度出发,运营方迫切希望提高遥感星座中核心载荷的观测能力,使得空间相机的幅宽不断增加;随着数据发掘能力的提升以及应用场景的拓展,用户对遥感图像分辨率和解译度的要求也不断提高,空间相机的口径和焦距随之提升。离轴三反(Three Mirror Anastigmat, TMA)光学系统具有长焦距、大视场、无中心遮拦等突出优点[1-3],能够同时满足高分辨率和宽覆盖的双重目标[4-5],在高性能空间相机中具有巨大的应用潜力,因此,大型离轴三反相机已成为商业遥感领域内重要的研究方向之一。国内外多家商业遥感公司都推出了自己的此类产品,较为典型的有:美国DigitalGlobe公司于2001年发射的Quickbird-2卫星,其地面像元分辨率为0.61 m、幅宽为16.5 km,此外,该公司2007年发射的Worldview-1卫星分辨率和幅宽分别达到0.5 m和17.6 km;我国长光卫星技术股份有限公司于2020~2022年间共发射了三颗“吉林一号”宽幅01(Jilin-1 KF01)系列卫星,主载荷均采用TMA光路,幅宽大于136 km,是目前全球已知的幅宽最大的亚米级光学遥感卫星。
高性能大尺寸长条形反射镜设计是大型离轴三反相机光机系统研制中的关键技术之一。学者们在这一方向的研究不断深入:魏磊等在设计某TMA相机长条形三镜时,将随机振动加速度均方根值最小化作为优化目标,采用拓扑优化的手段,显著降低了长条形反射镜的振动响应量级[5];朱俊青等研究了规则形状长条形反射镜背部三点支撑的最佳布局问题,描述了长宽比、径厚比等特征参数对反射镜最优支撑点位置的影响[6];袁健等在镜体的轻量化设计中引入了变筋厚设计理念,通过增加设计变量扩大了解空间,进一步去除冗余质量,提升了镜体的轻量化率[7];王朋朋等运用多目标集成优化方法,设计了一款采用中心支撑方案的长条形反射镜,兼顾了镜体质量最小与面形精度最优的设计目标[8];曲惠东等针对某700 mm×249 mm的矩形反射镜设计了一种新型柔性支撑结构,并通过模拟件动力学试验验证了其柔性参数的优化方法[9]等。
上述工作丰富了长条形反射镜的设计理论,但报道的实物反射镜通光口径相对较小,长边方向均不足1 m,对米级大长宽比空间反射镜的特性及研制过程中的难点讨论较少。随着口径的增大,空间反射镜的研制难度迅速增加:为减轻组件质量,镜体轻量化率要求不断提高,同时,反射面的面积越大,越难控制其面形精度的长期稳定。大口径反射镜要结合镜坯材料的制备工艺,采取多种轻量化手段;在支撑结构设计中,可以通过匹配镜体质心有效控制大口径反射镜在检测时重力因素对其面形精度的影响;紧固件和胶层的使用会向反射镜组件内部引入不稳定应力,该因素将直接影响高精度反射面能否长期保持面形精度,因此还需着重关注大口径反射镜组件的装配方法。
文中以“吉林一号”宽幅01C星离轴三反相机中的主反射镜(以下简称主镜)为研究对象,其通光口径为1250 mm×460 mm,具有显著的高精度、高稳定性特征,论述了其轻量化镜体的优化过程,阐述了支撑结构的详细方案和设计方法,制定了组件装配和消除应力等关键环节的操作流程,并对研制的主镜组件开展了包括面形检测、振动以及热循环试验在内的一系列测试,以验证文中设计方法的正确性,并充分考核主镜的工作性能。
-
宽幅01C星光学系统分辨率高、视场角大,导致主镜有效通光口径达到1250 mm×460 mm,边缘留边后镜面几何尺寸为1272 mm×482 mm,长宽比约为2.6∶1;为保证系统成像质量,不仅对主镜反射面具有较高的面形精度要求,还对检测与装调状态下镜体因自重产生的倾角、位移作出了严格限制;为适应复杂的在轨热环境、抵御发射主动段对遥感器结构的损坏,要求主镜组件在较大的温度变化范围内仍能保持面形稳定,且具有充裕的动态刚度。此外,主镜还具有轻量化程度高、空间紧凑等结构特点。综上,主镜组件的主要设计要求如表1所示,其中RMS (Root Mean Square)为均方根值、λ为干涉仪激光波长632.8 nm。
Item Requirement Clear aperture 1250 mm×460 mm Mass ≤80 kg Tilt θ≤10″ Displacement δ≤20 μm Surface accuracy RMS≤1/50λ (any φ400 mm area) Working temperature (20±2) ℃ Frequency ≥110 Hz Table 1. Design requirements for primary mirror assembly
大口径反射镜镜体在光轴水平状态下的刚度远高于光轴竖直状态,为减少零件数量、降低支撑结构复杂程度并控制组件质量,主镜将光轴水平状态定为组件检测及系统装调状态,如图1所示,令主镜长边保持水平,此时,主镜承受−Y方向重力作用;镜体采用不等厚设计,+Y侧镜面较高,理论上镜体背板与光轴垂直,基板安装区的基准面与镜体背板保持平行。在检测状态下,当光轴与水平面间存在一定夹角(小于0.5°)时,仿真表明该姿态摆放偏差对主镜面形精度的影响非常小,可以忽略。
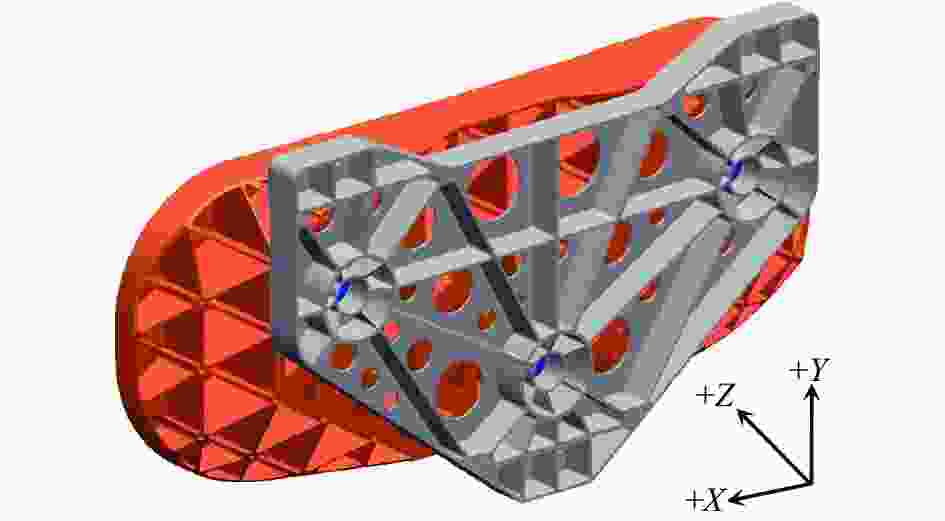
Figure 1. Status of primary mirror testing and system alignment
-
为了提升镜体轻量化率、减小热畸变,从而维持良好的在轨工作性能,大口径空间反射镜需选用同时具备高比刚度(弹性模量E除以密度ρ)、高热稳定性(用导热率λ与热胀系数α的比值衡量)特征的材料制备。近年来国内外空间遥感器中大口径反射镜常用的材料如表2所示[8-9],若将比刚度和热稳定性二者之积作为评价材料综合性能的指标,反应烧结碳化硅(Reaction Bonded Silicon Carbide, RB-SiC)的综合性能在表2所列材料中居首。RB-SiC镜坯在制备时具有近成型特点,机械加工量小,随着凝胶注模成型工艺的不断进步[10-11],对镜坯尺寸、筋板厚度等结构参数的限制逐步放宽;碳化硅抛光工艺也日渐成熟[12-13],能够在大尺寸表面上加工出高精度的面形,且表面质量良好。综上,选用RB-SiC作为主镜材料。
Property RB-SiC Be ULE Zerodur Density, ρ/kg·m−3 3050 1850 2210 2530 Elastic modulus, E/GPa 340 287 67 91 Poisson ratio, μ 0.2 0.08 0.17 0.24 Thermal conductivity,
λ/W·K−1·m−1155 216 1.31 1.64 Thermal expansion coefficient,
α/10−6·K−12.50 11.4 0.03 0.05 Specific stiffness, E/ρ 111.5 155 30.3 36 Thermal stability, λ/α 62 18.9 43.7 32.8 Comprehensive performance,
(E/ρ)·(λ/α)6913 2939 1324 1180 Table 2. Properties of common materials for large mirror
-
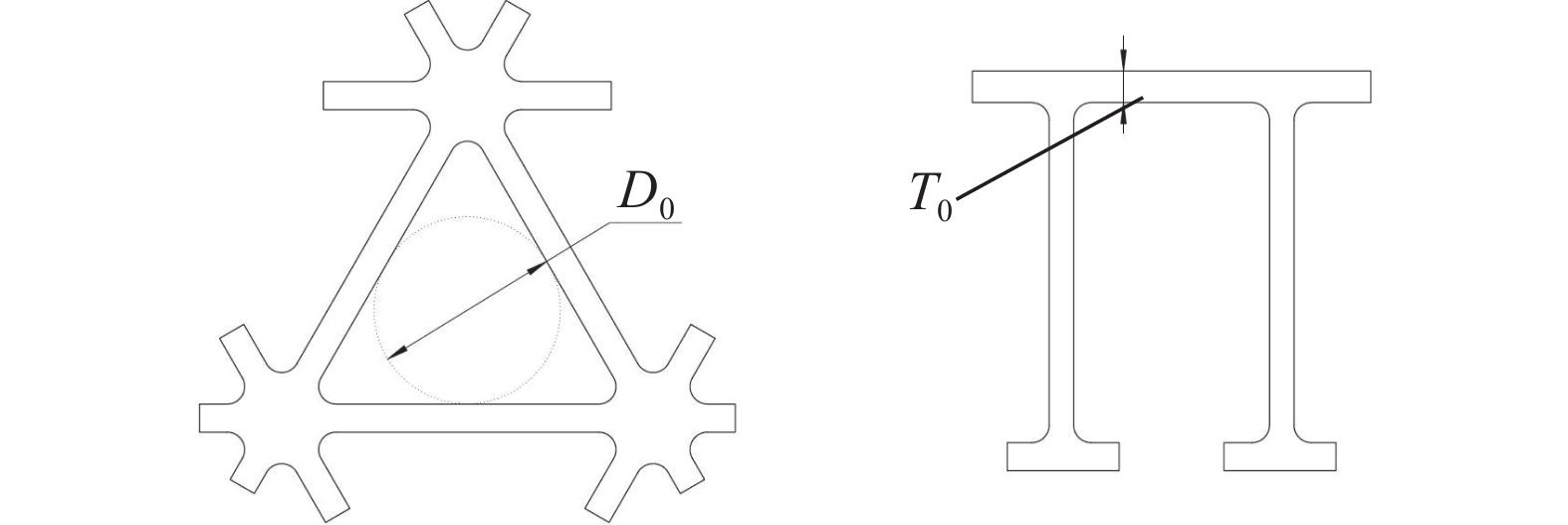
除了材料物理属性外,镜坯的结构形式、轻量化腔体形状、筋间距等要素也会影响反射镜镜体自身刚度。从RB-SiC制备工艺出发,镜坯的结构形式可以从开放式与半封闭式中选择,由于主镜口径大、面形精度要求高,为提升反射镜比刚度,镜坯采用了半封闭式结构,在镜坯背部腔体开口处增设15 mm宽的翻边。三角形腔体具有轻量化率居中、模具制备简单、网格效应低等特点,因此主镜采用等边三角形腔体。为避免镜面在抛光中产生网格效应,传统空间反射镜在设计镜坯时要谨慎选择筋间距,径厚比(腔体内切圆直径D0与面板厚度T0之比)不宜过大,通常在8∶1~10∶1之间,如图2所示。随着机械臂抛光、离子束精修等先进工艺的运用,光学加工对径厚比的限制逐步放宽,筋间距的设计空间增大。经过多次试算及迭代,同时兼顾支撑孔的位置尽量位于筋交点处,主镜的筋间距最终确定为92 mm,并在布置筋走向时令三角形的一条边与镜体短边平行布置。后文可知经优化后的镜面厚度为5 mm,对应径厚比约为12∶1。
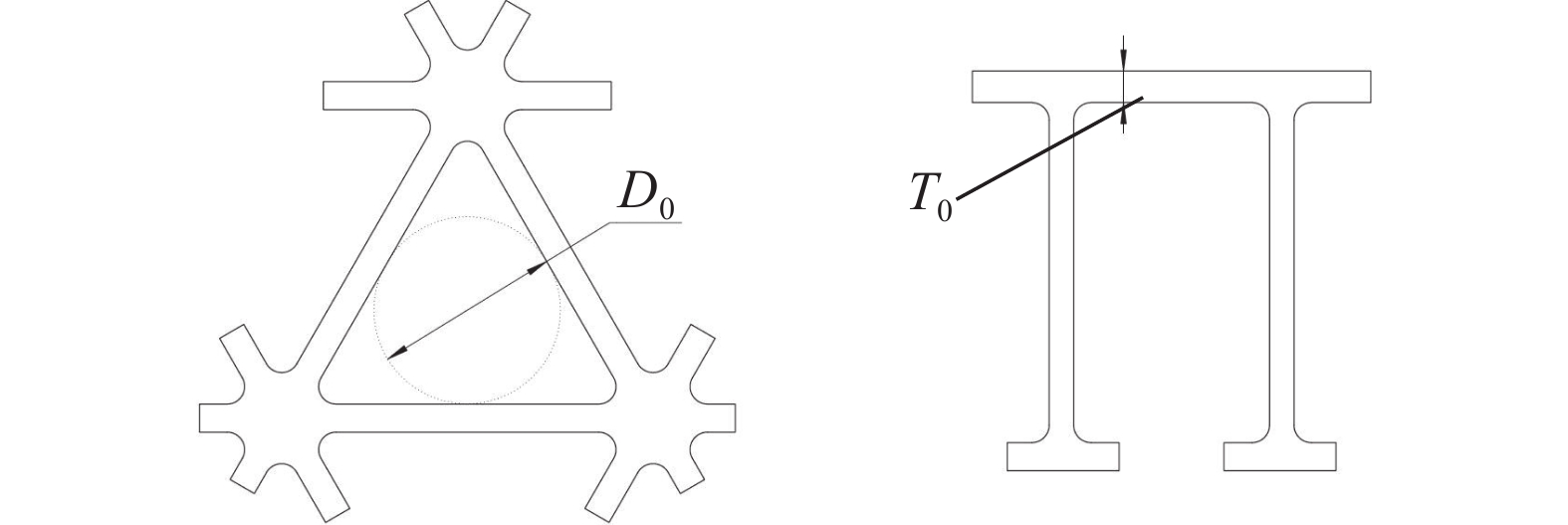
Figure 2. Diameter-thickness ratio of lightweight mirror
-
如何提升镜体比刚度是高轻量化率空间反射镜结构优化中关注的核心问题。镜体比刚度由镜体质量和镜面在重力作用下的变形量共同决定,反射面面形精度的改善通常会引起镜体质量增加,二者往往是相互矛盾的。因此,在优化主镜镜体结构时采用多目标优化的思路,将镜体质量Mass最小和装调重力工况下反射面面形精度RMS值最小均设为目标,且二者权重一致,结合制造约束寻找最优的结构参数组合。上述主镜优化问题转化为二目标全局优化问题,可以用以下数学形式表达:
式中:Xi为轻量化镜体中的第i个结构参数;LX、UX分别表示结构参数的上限和下限。
-
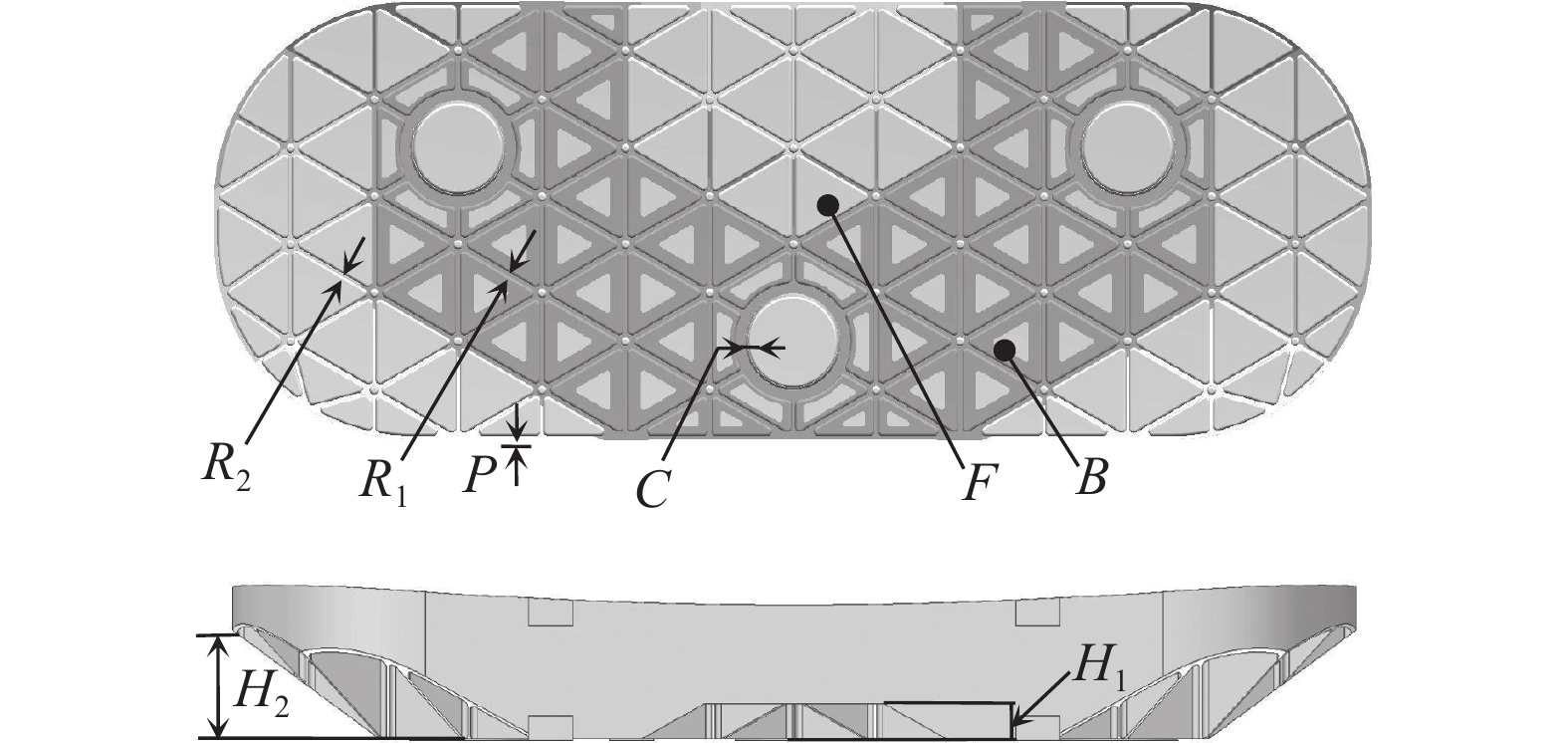
轻量化主镜中待优化的结构参数主要包括镜面厚F、背板厚B、周边壁厚P、锥孔平均壁厚C、中部加强筋厚R1、裸露加强筋厚R2。此外,镜体两侧及中部等位置对主镜刚度影响有限,可以增加削边以减轻质量,两处削边高度分别记为H1、H2,上述各结构参数如图3所示。镜体高度受相机桁架结构限制,确定为镜面最低点处高121 mm;锥孔尺寸越小,支撑结构机械件的体积和质量就越小,主镜锥孔外沿直径设置为φ106 mm,以减小组件质量。
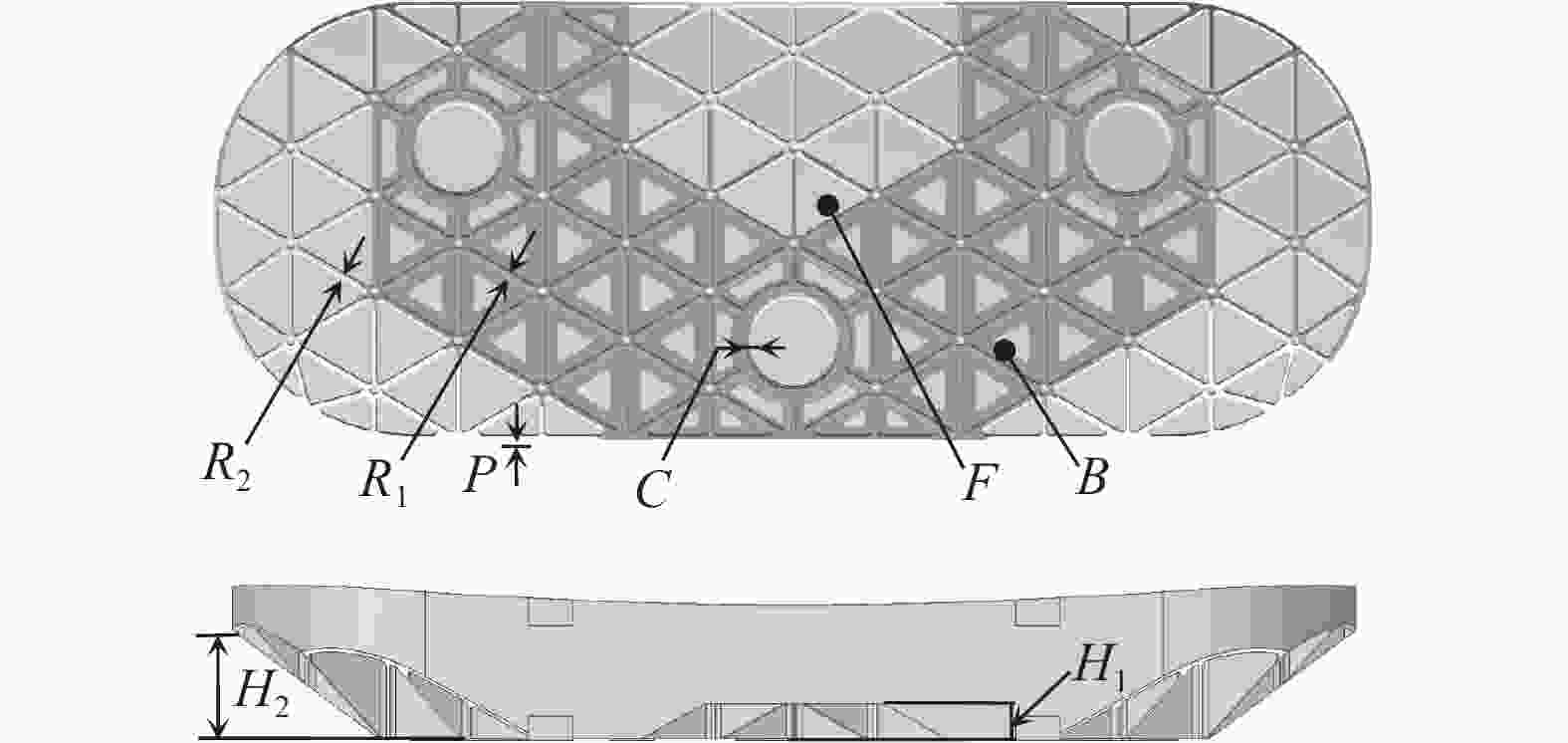
Figure 3. Parameters of lightweight structure in primary mirror
-
建立上述问题的集成分析模型,将有限元网格修改、单元参数调整、工况解算、节点输出、面形拟合、数据管理等环节融合,主要内容如图4所示。其中,轻量化反射镜内部以薄板类结构为主,可以使用二维壳单元建立主镜的有限元模型,初步给定两处削边高度值。优化过程中,约束三处锥孔内壁中部的节点,并分析-Y向重力工况下主镜的面形精度RMS值。

Figure 4. Main contents of integrated analysis model
从目前镜坯制备工艺对轻量化筋板结构的尺寸限制出发,结合主镜的实际尺寸,给出主要优化变量的取值范围及初始值,如表3所示。
Table 3. Variable ranges and optimization results (Unit: mm)
多目标优化问题中的优化解是一个解集,被称为帕累托最优解集(Pareto Optimality),它们在目标函数空间中的像组成了帕累托前沿。采用邻域培植遗传算法(Neighborhood Cultivation Genetic Algorithm, NCGA)求解主镜的二目标全局优化问题,NCGA方法由传统的遗传算法(Genetic Algorithm, GA)发展而来,它将各目标视为同等重要,通过“相邻繁殖”机制可以加速计算收敛过程。优化解算过程如图5所示,红色虚线标识出了该问题近似的帕累托前沿,从中选择质量和面形较为均衡的解40.8 kg/1.02 nm(Mass/RMS)作为优化结果,为方便制造并补强镜坯特定位置,调整优化结果对应的结构参数,就得到了各变量的最终取值;然后将两处削边高度在初始值的基础上逐步提升,直至面形精度出现明显退化时为止,得到最终削边高度。各结构参数经优化及调整后的数值如表3所示,其中,镜面厚度为5 mm,最薄处加强筋仅为3 mm,建立最终主镜镜体的三维模型,设计质量为41.8 kg。
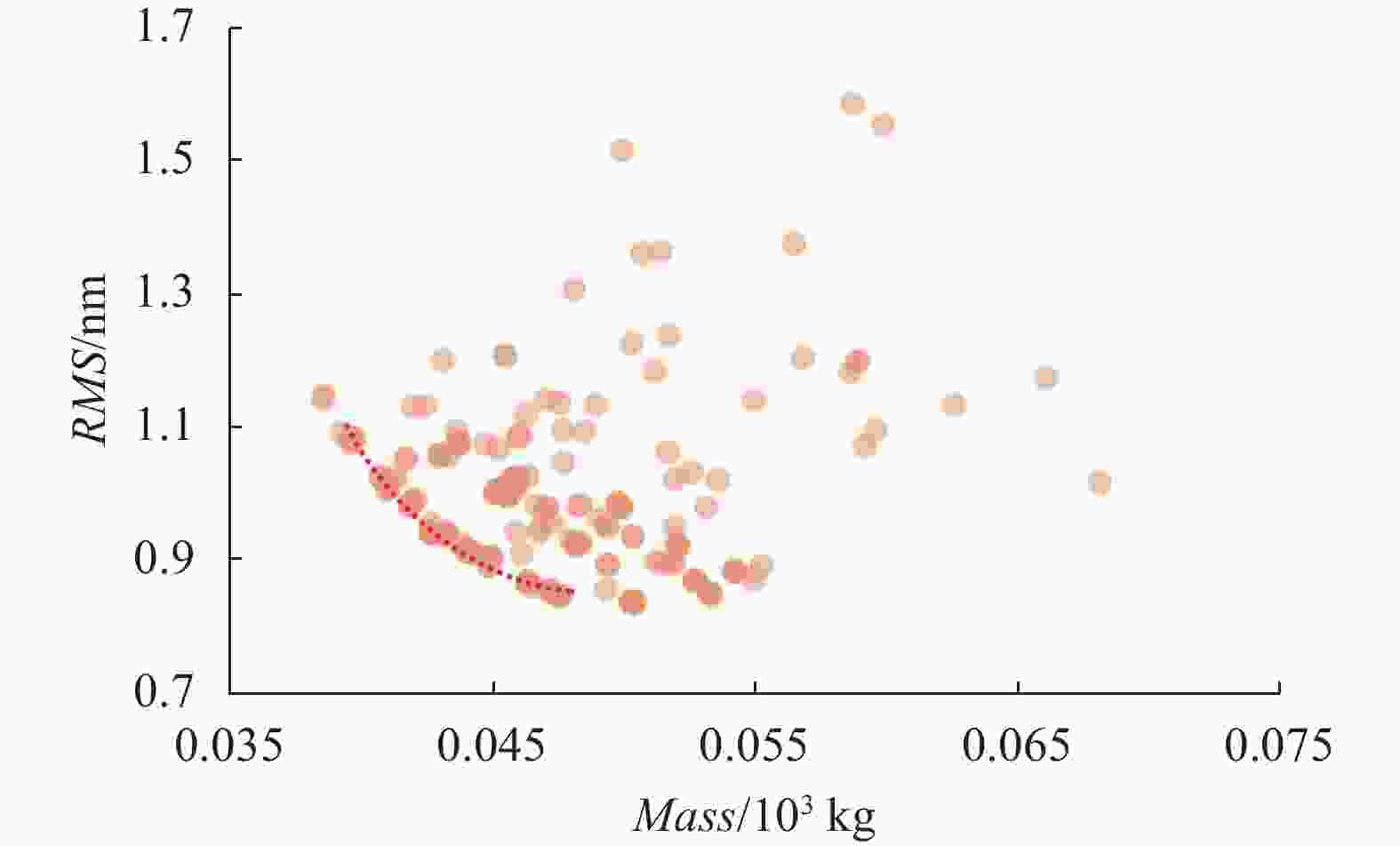
Figure 5. Solution process of two objective optimization problem
-
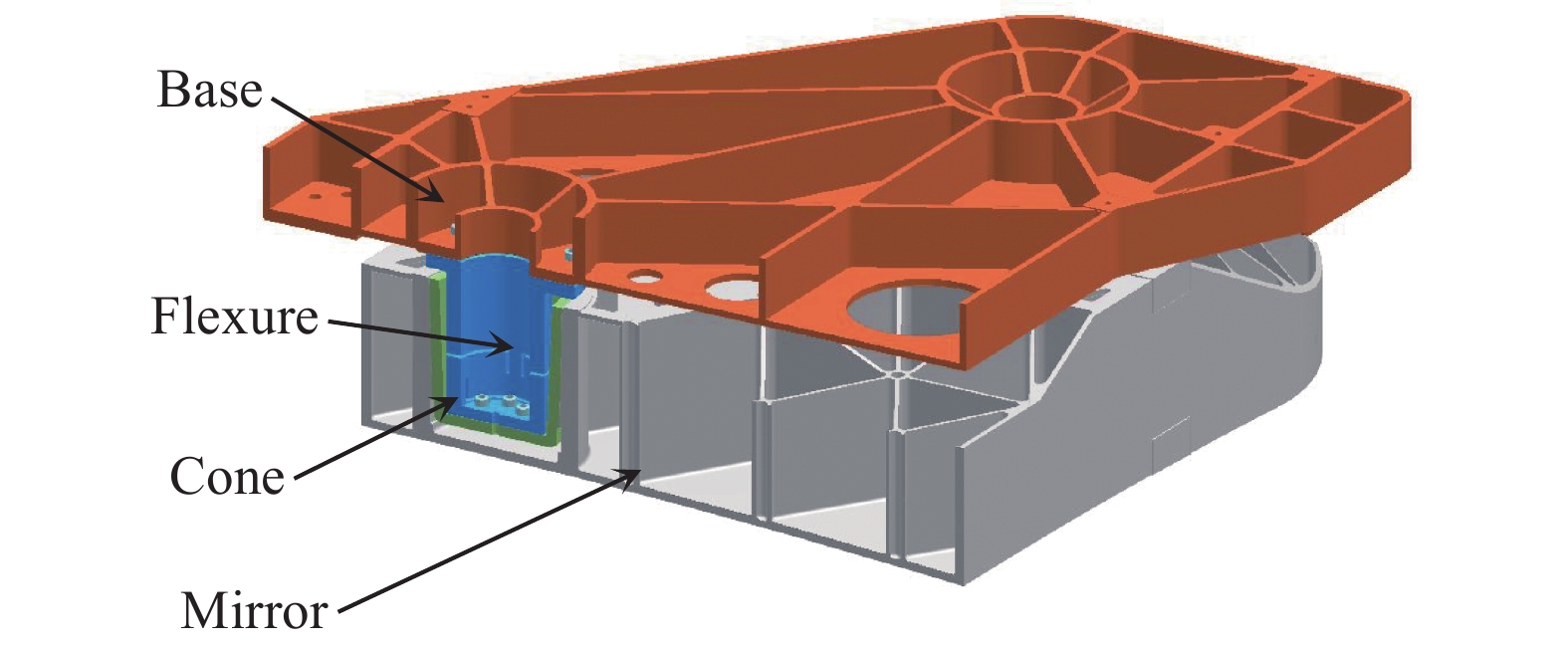
主镜采用经典的背部三点支撑方案,如图6所示,其支撑结构主要包括锥套、柔性支撑和基板三部分,该方案具有结构紧凑、面形稳定、基频高等优点,在大口径空间反射镜中被广泛采用[4,6]。

Figure 6. Supporting structure of primary mirror
锥套起到连接镜体与支撑金属件的作用,通过锥面与镜体直接接触,底部中心留有通气孔;为降低线胀系数差异,锥套采用铟钢(牌号为4J36)制造,并将线胀系数调制到与镜体材料基本一致的2.5e–6/℃(0~40 ℃)。
使用柔性支撑是大口径反射镜抵御温度变化影响的重要手段。柔性支撑中的挠性结构容易发生变形,从而吸收组件内部因热变形产生的应变能,因此,柔性支撑也是反射镜组件中最薄弱的环节。柔性支撑采用钛合金(牌号为TC4)制造,各批次材料弹性极限普遍在800 MPa以上,可显著提升组件的安全系数。该柔性支撑采用双轴柔性铰链结构如图7所示,具有加工简单、可靠性高等优点;挠性梁的长度L越长、梁的截面惯性矩(由宽度W、壁厚H决定)越小,柔性支撑的柔性就越高,镜面的热变形越小,相应地,组件基频越低,在振动环境中的响应越大。以组件一阶基频不低于125 Hz、温度工况下镜面变形RMS值优于4 nm为要求,通过遍历计算选择结构参数组合,最终确定壁厚H为12 mm、宽度W为12 mm、臂长L为17 mm。
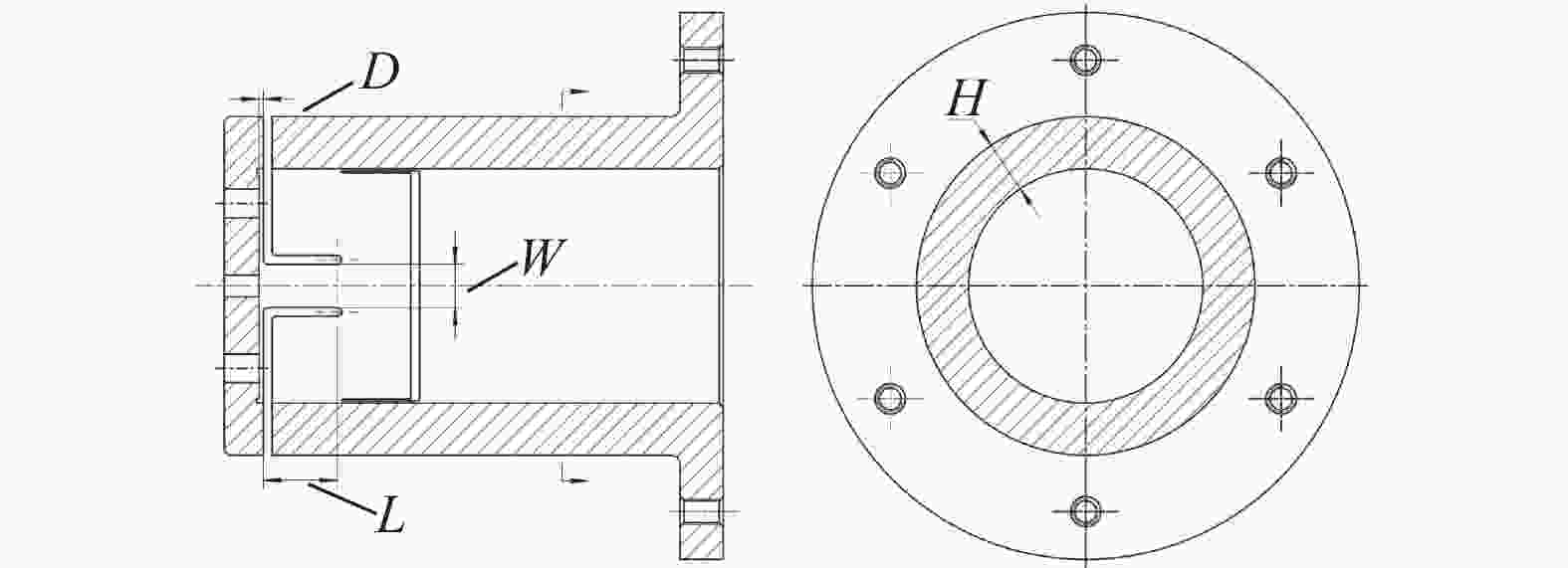
Figure 7. Structure of flexure
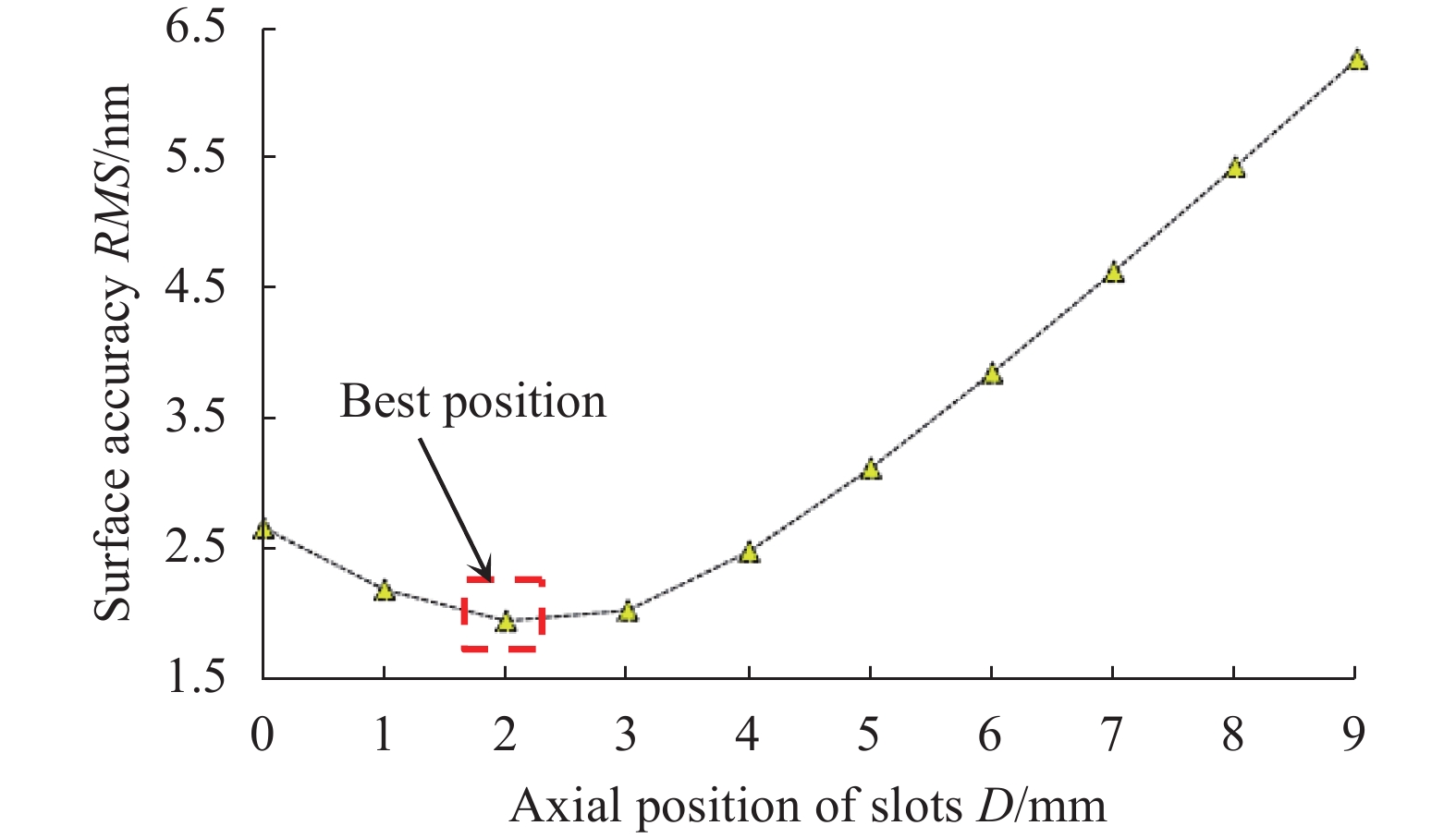
当反射镜组件处于光轴水平的检测状态时,由于柔性支撑的引入,镜体在重力作用下存在绕“旋转中心”旋转的趋势,该旋转中心由柔性支撑中挠性切槽沿光轴向的位置决定,若该位置与镜体质心不匹配将会导致镜体承受额外的弯矩作用,造成镜面扭曲、面形精度下降。为确定柔性支撑中切槽的位置,固定柔性支撑顶面相对镜体锥孔的深度,在有限元模型中移动切槽对应区域的节点,并仿真分析此时主镜在−Y向重力作用下的面形变化RMS值,得到了图8所示的数值关系,其中,横轴表示切槽上沿距离柔性支撑顶面的距离D,切槽采用慢走丝工艺加工,为防止干涉,该距离最小值不得小于0.5 mm,将该位置设为零点;纵轴表示主镜在检测及装调状态下,即−Y向重力工况下的镜面RMS值。从图中可见,随着切槽偏离最佳位置,镜体变形量快速变大,变形最小时RMS值为2.035 nm,据此确定柔性支撑中切槽的最佳位置,图中信息也在一定程度上反映出当支撑结构偏离质心位置时对镜面面形精度的影响。

Figure 8. Relationship between flexure structure slot position and mirror deformation
基板起到为反射镜组件提供对外安装接口的作用,应满足比刚度高、热膨胀小等要求。基板由采用无压浸渗工艺的铝基碳化硅复合材料(SiC/Al)加工而成,其中,SiC的体积分数不小于55%。为提升比刚度,在主要传力路径上布置加强筋,并在各腔体底部打孔以去除多余质量。综上,主镜组件支撑结构中各部分选用的材料及其物理属性如表4所示。
Part Cone Flexure Base Material 4J36 TC4 SiC/Al Density, ρ/kg·m−3 8.1 4.4 3.0 Elastic modulus, E/GPa 141 114 180 Poisson ratio, μ 0.25 0.34 0.18 Thermal expansion coefficient,
α/10−6 K−12.5 9.1 8.0 Table 4. Material properties of supporting structure
-
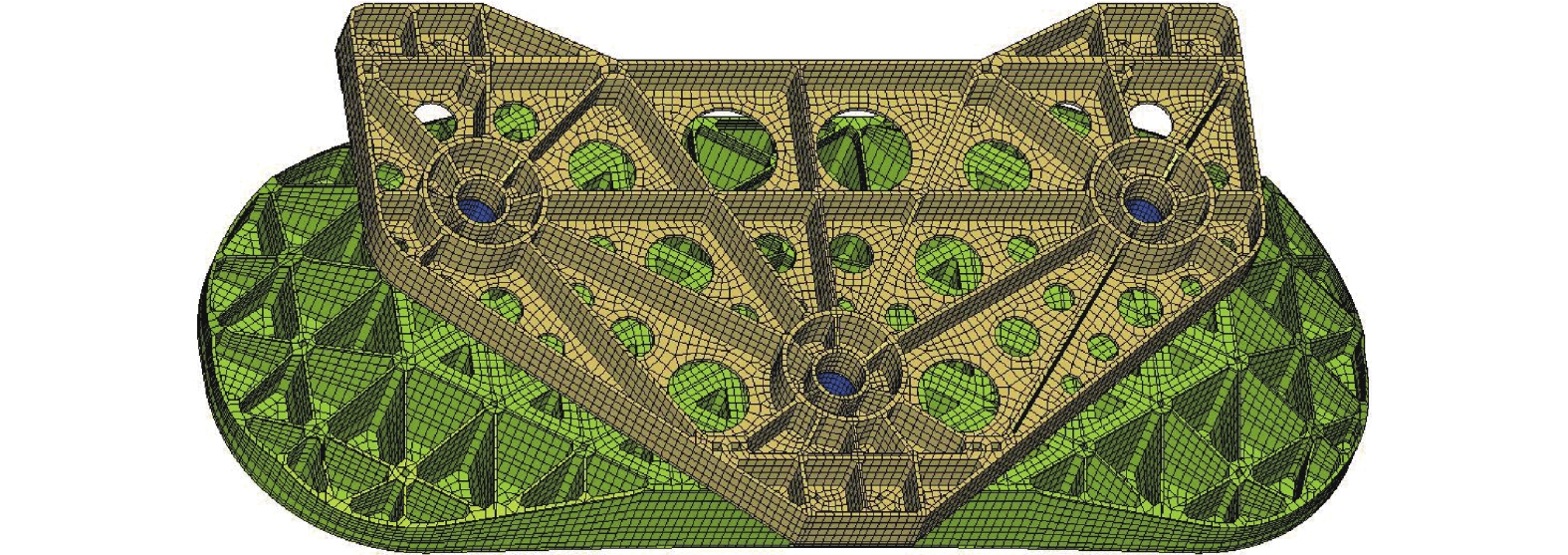
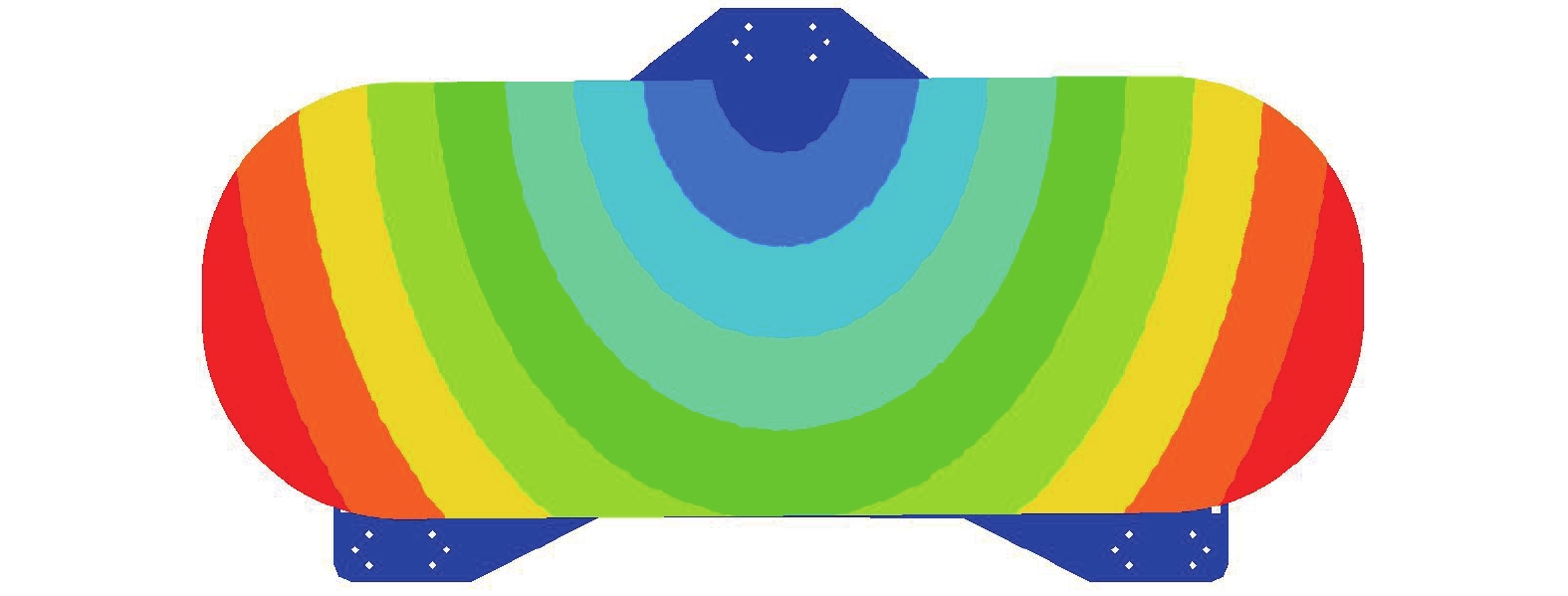
根据前文确定的主镜镜体轻量化结构参数和支撑结构的设计方案,采用实体单元建立了主镜组件完整的有限元模型,如图9所示,组件中各部分的材料及物理属性分别按表2、表4中的数据赋予。分析了包括装调方向1 g重力工况、4 ℃均匀温度变化、0.01 mm不平度工况在内的各主要工况下,主镜的面形精度RMS值及镜体的刚体位移、倾角数据,仿真分析结果如表5所示。碳化硅材料的导热率高,在轨工作或实验室检测环境中镜体温度的一致性较好,故在评估主镜热稳定性时选择均匀温升工况,并约束住背板三处安装区螺孔附近的节点,在面形拟合时去除刚体位移,此时的热变形云图如图10所示。各工况中主镜面形RMS最大变形量为3.983 nm,检测及装调状态下镜体自重产生的刚体位移仅9.541 μm,倾角仅1.217″,表明主镜热稳定性良好且具有足够的静态刚度,能够满足高性能光学系统的使用要求。

Figure 9. Finite element model of primary mirror assembly
Temperature change,
4 ℃Gravity,
1 g, -YUnflatness,
0.01 mmRMS/nm 3.983 2.035 0.295 θX/(″) - 1.217 - δY/μm - 9.541 - Table 5. Simulation results under main conditions

Figure 10. Thermal deformation nephogram of primary mirror
对主镜组件开展模态分析,一阶频率达到126.7 Hz,对应的振型如图11所示,组件前三阶频率及模态如表6所示。以上数据表明主镜组件具有良好的动力学特性,能够充分满足空间反射镜组件基频的设计要求。

Figure 11. First order vibration mode of primary mirror assembly
Order Frequency/Hz Vibration mode description 1 126.7 Mirror rotation around Y axis 2 146.6 Mirror rotation around X axis 3 160.1 Mirror rotation around Z axis Table 6. Modal analysis results of primary mirror assembly
-
科学合理的装配流程既是大口镜反射镜组件设计中的重要内容之一,又是高精度反射镜实现良好工作性能的重要保障。主镜组件的装配顺序分为以下几个步骤:
(1)镜体与锥套配研;
(2)组件试装,保证孔位正确;
(3)镜体与锥套粘接;
(4)修研三处柔性支撑的法兰端面,使之与基板紧密贴合;
(5)安装基板。
其中,开展镜体与锥孔间配研可以提升二者间的接触面积;粘接锥套时使用光学环氧胶并在室温下固化,使用特制工装保证镜体背部基准面竖直,如图12所示,借助基板的孔位确定各柔性支撑的旋转角度。前期组件装配过程与反射面的光学加工可以穿插开展:待镜坯反射面抛光到一定面形精度后,以裸镜状态开展改性,从而避免了改性时的高温冲击向组件内部引入不稳定应力或破坏胶层、机械连接等现象;改性后先对裸镜抛光,待镜面面形及粗糙度得到初步修复后再开展镜体与锥套间的粘接。按照前文所述步骤完成全部装配过程后,对组件实施消应力,最后主镜以组件状态完成剩余的光学加工。改性层的厚度大于10 μm,能够满足上述光学加工过程对改性层去除量的要求。

Figure 12. Auxiliary bonding device for primary mirror assembly
装配完成后,主镜组件实测质量为72.4 kg,组件的设计质量为69.8 kg,多出的质量主要是主镜镜体超重导致的:RB-SiC镜坯在镜面、加强筋等位置的厚度存在一定的不均匀性,主镜镜体抛光后实测质量为44.3 kg,比前文所述的设计质量41.8 kg超重约6%。
-
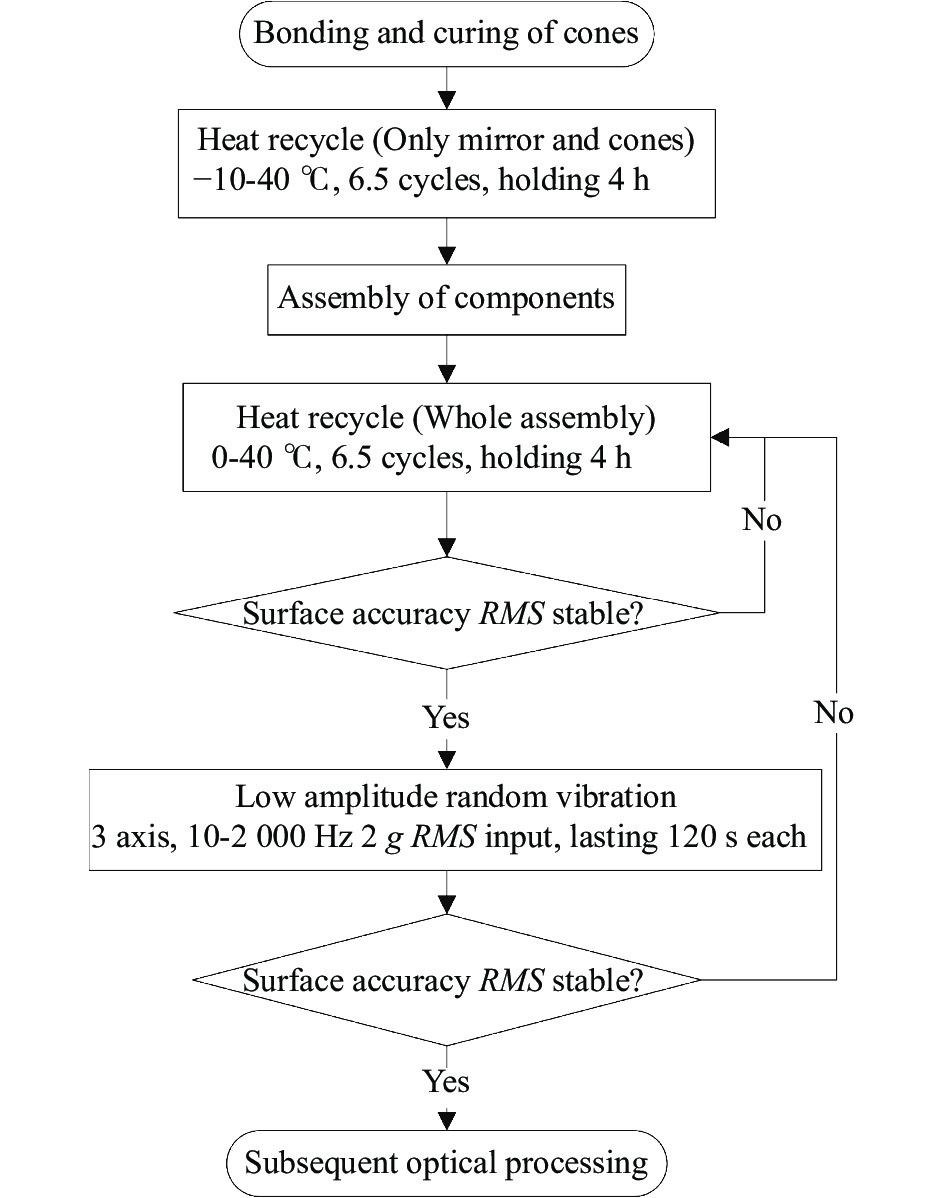
由于胶层局部固化不均匀、紧固件接触不良等原因,装配完成后的组件中会存在少量处于不稳定状态的内部应力,该应力是影响高精度空间反射镜面形长期稳定性的主要因素之一。从工程实践中发现,大范围高低温热循环和低量级随机振动是消除反射镜组件内部不稳定应力状态的有效手段。为确保长期的面形精度、避免出现反复,对主镜分别以单镜状态和组件状态实施了复合消应力措施,其流程如图13所示。组件状态消应力前后镜面面形精度会出现小量级变化并最后保持稳定,在后续的光学加工环节中,历次面形检测中主镜都体现了良好的面形稳定性。

Figure 13. Flow chart of stress relieving for primary mirror assembly
-
经过最终的抛光和面形精修,对主镜开展了面形精度验收测试,主镜在检测时的摆放姿态与系统装调时一致。加工了铝制矩形检测工装,以模拟主镜组件与相机后框架间的安装方式,主镜与工装连接后一同放置在大型五维调整架上(无绕光轴滚转自由度),特制补偿器放在组合五维调整架上,通过调整补偿器和主镜的位置及倾角以找正检测光路,使用的干涉仪型号为ZYGO Verifire 4″。整个检测光路长约8 m,为避免周围振动的影响,均安置在大型气浮平台之上,如图14所示。
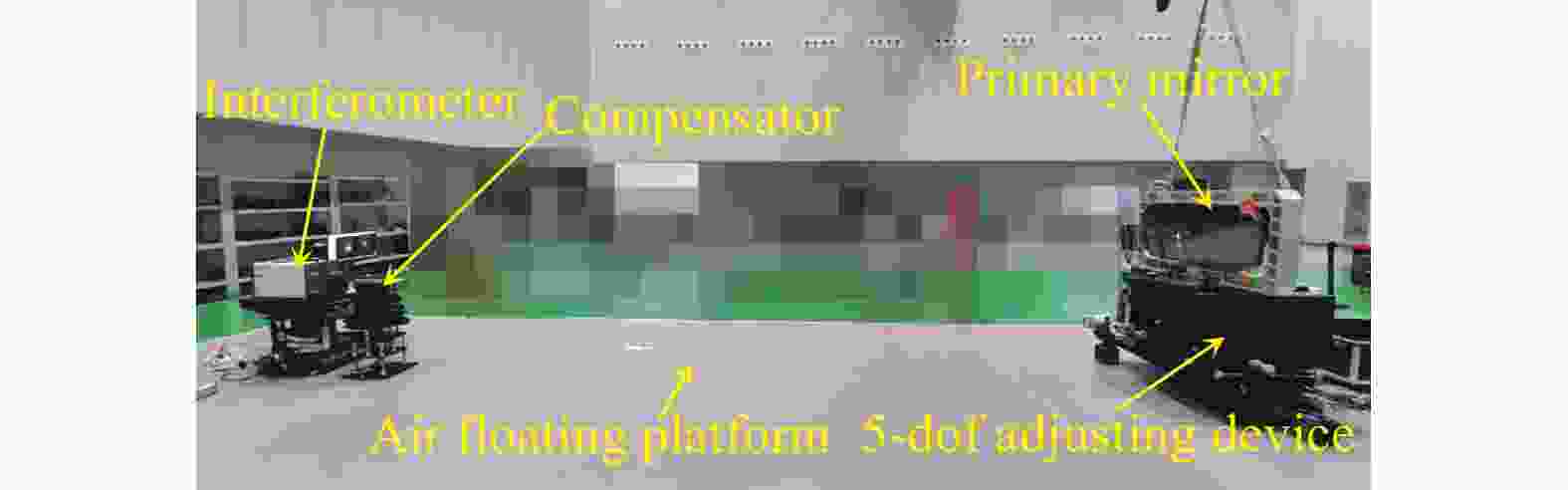
Figure 14. Layout of optical accuracy test for primary mirror
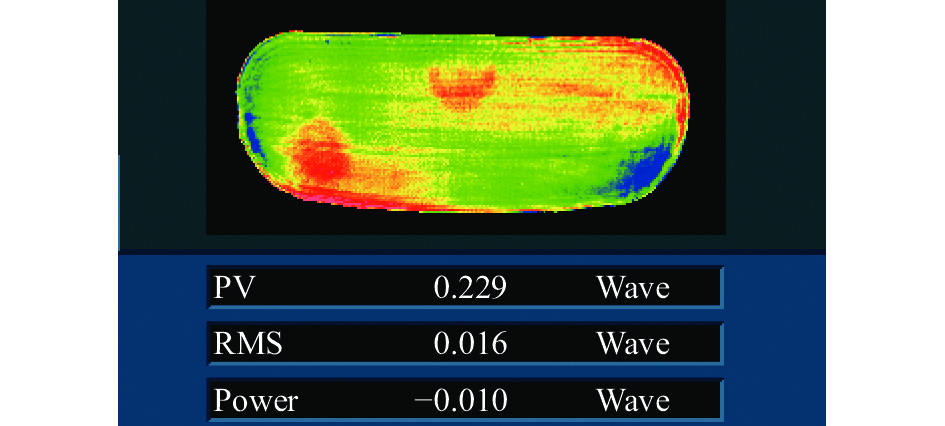
检测前严控环境温度为20 ℃,使主镜与工装静置足够长的时间,测试时要减少周围工作空间内的人员活动,降低气流对面形精度测试结果造成的误差。最终测得主镜干涉图如图15所示,主镜全口径面形精度RMS值为0.016λ (λ=632.8 nm),满足设计指标要求。任意框选φ400 mm的圆形区域并分析此处子口径内的面形精度,其RMS值均落在0.008λ~0.012λ区间内,说明对于某一特定视场而言,实际使用到的主镜区域的面形精度远优于1/50λ。

Figure 15. Interferogram of primary mirror during optical accuracy test
调整厂房环境温度分别至18.5 ℃和21.5 ℃,充分恒温静置后重复主镜在面形验收时(20 ℃)的检测过程。两个工况下实测的面形RMS值分别为0.018λ和0.017λ,与面形验收时的测试结果相比,在数值上仅存在微小差异,干涉图上未见显著变化。受限于厂房条件,无法模拟实现±4 ℃的均匀温度变化工况,上述小范围温度拉偏测试在一定程度上可以反映主镜组件具有良好的热稳定性。
-
高低温循环试验可以暴露反射镜组件内部潜在的不稳定因素,从而考核主镜高精度面形的稳定性。使用快速温变箱对经验收后的主镜开展了高低温循环试验,温度范围0~40 ℃,恒温段保持4 h。试验后复检主镜面形,全口径RMS值为0.017λ,试验前后面形基本一致,干涉图中的高低点分布未发生明显改变,说明主镜组件内部应力释放充分,其面形精度具备良好的稳定性。
-
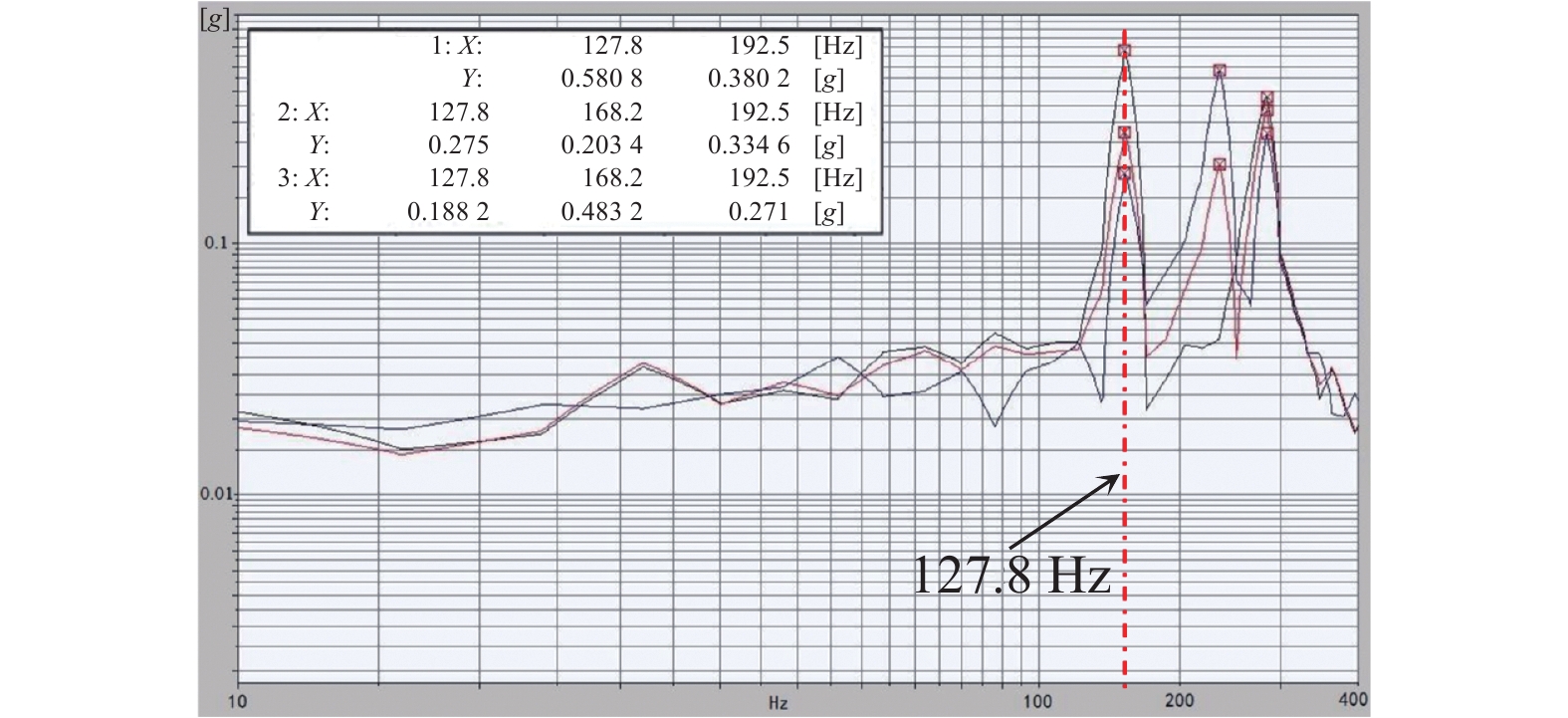
面形验收测试后,还对主镜组件开展了振动试验,包括三个方向的扫频试验、10~2000 Hz范围内大量级随机振动试验。扫频结果显示,主镜组件沿X方向的基频最低,组件基频为127.8 Hz,如图16所示,与仿真值126.7 Hz间仅有0.8%的差距;随机振动中主镜镜体中间位置加速度响应最大超过8 g RMS、边缘位置响应最大超过15 g RMS,大量级随机振动后再次扫频,组件基频漂移量不超过2 Hz;试验后复检主镜面形精度,全口径RMS值为0.016λ。测试数据表明,所运用的主镜仿真方法正确,研制的组件结构稳定,装配方法可靠。
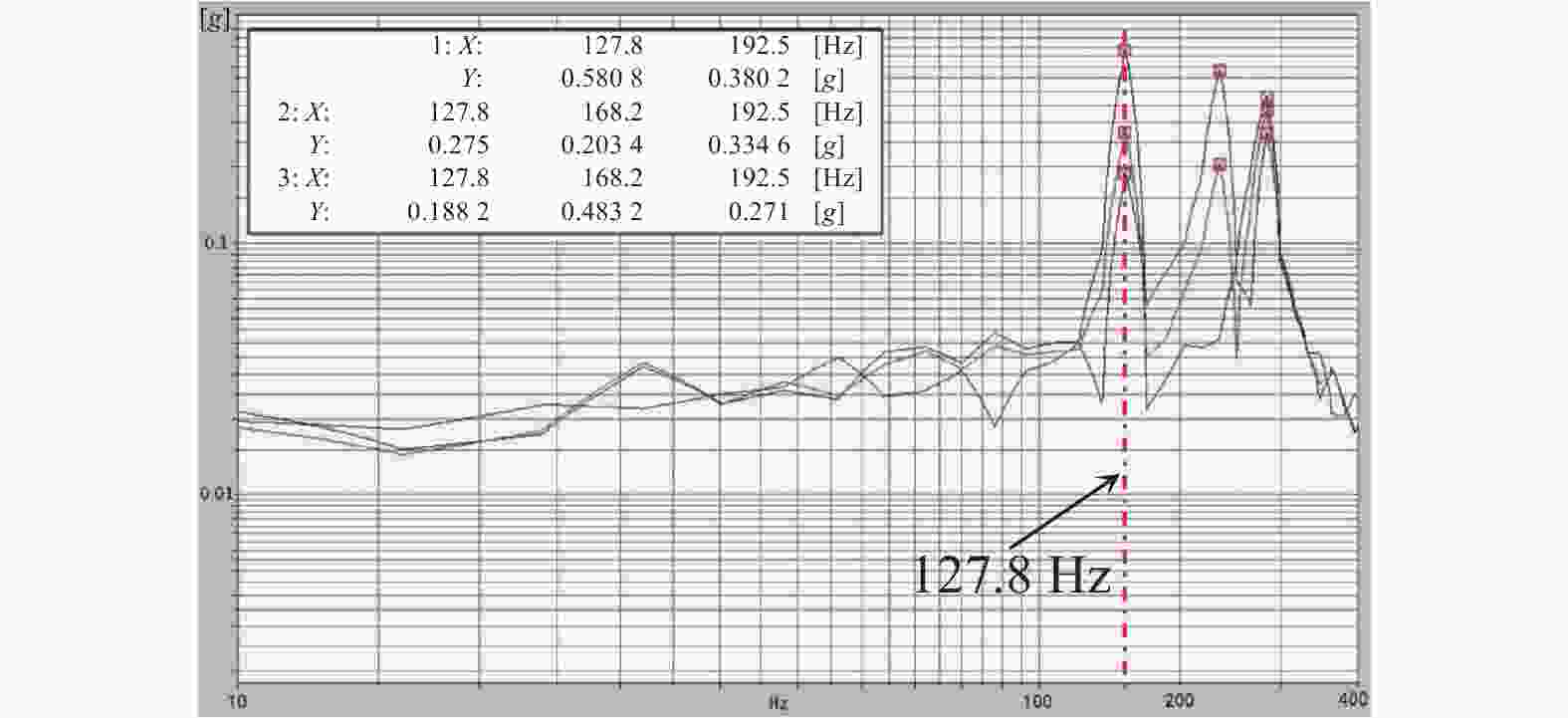
Figure 16. Sweep test results of primary mirror assembly
-
在地面测试环境中,翻转测试可以在一定程度上反映出微重力环境下反射镜镜面回弹量的大小[14],是评价大口径反射镜在入轨后与地面状态间是否存在显著面形差异的便捷手段。对主镜开展了翻转测试,将主镜与检测工装整体绕光轴旋转180°并调整补偿器及干涉仪的高度,复检该状态下的主镜面形。翻转状态下主镜面形全口径RMS值为0.019λ,与验收检测时的数据仅相差0.003λ,与前文得到的检测状态下镜面自重变形RMS值仿真结果2.035 nm之间在数值上相呼应,重力作用对主镜镜面面形的影响较小,说明主镜刚度较高,组件支撑结构质心位置匹配正确;同时,通过对比干涉图,发现翻转前、后镜面上整体的高低点相对分布趋势未发生明显改变,仅是绕中心旋转180°,可以推测在轨时镜面实际的面形状态应介于二者之间,能够满足遥感器高性能成像需求,从而表明大口径反射镜可以有效地抵御微重力环境中的面形精度退化问题。
-
文中详细讨论了“吉林一号”宽幅01C星离轴三反相机中通光口径为1250 mm×460 mm的主镜组件设计方法以及实物的验证情况。选用RB-SiC制备了半封闭式结构的主镜,采用二目标全局优化的手段并结合制造约束,将镜体设计质量减轻至41.8 kg,加工的实物质量为44.3 kg;为背部三点支撑方案设计了双轴柔性铰链式柔性支撑,翻转前后主镜面形精度RMS变化量很小,表明柔性支撑的设计与镜体质心位置间充分适配;制定了组件装配和消除应力等关键环节的操作流程,研制的主镜在验收面形检测中全口径精度优于1/60λ,在振动以及热循环试验考核前后,主镜面形精度维持稳定。试验和测试结果不仅验证了所提出的设计方法的正确性,也表明研制的主反射镜结构具有良好的工作性能。
“吉林一号”宽幅01C星已于2022年5月5日成功发射,相机在轨运行平稳,光机系统稳定,其回传的图像各视场清晰、对比度良好、传函高,从侧面印证了包括主镜组件在内的反射镜分系统性能优异,工作状态良好。
Structure design and verification of primary mirror assembly for large off-axis TMA camera
doi: 10.3788/IRLA20220363
- Received Date: 2022-05-30
- Rev Recd Date: 2022-10-05
- Publish Date: 2023-01-18
-
Key words:
- space optics /
- large aperture mirror /
- silicon carbide /
- off-axis TMA /
- "Jilin-1" satellite
Abstract: Large aperture rectangular mirror is one of the core components in large off-axis TMA camera, focusing on the primary mirror with clear aperture of 1250 mm×460 mm in Jilin-1KF01C satellite, the structural design method for 1.2 m scale mirror assembly with large aspect ratio was systematically discussed, and the developed mirror was verified in detail. Based on material properties and existing processes, the mirror body was made of reaction bonded silicon carbide, semi-closed lightweight form was adopted, the optimal combination of structural parameters was determined through two-objective global optimization. The final design weight of mirror body was 41.8 kg, with the facepanel 5 mm thick and the thinnest stiffener 3 mm thick. The classical back three-point support scheme was adopted, the structural parameters of the biaxial flexure hinge in the flexible support were optimized, so as to take into account fundamental frequency and thermal stability of the component, and match the centroid position of the mirror body. The assembling process for the primary mirror assembly and the corresponding stress relief measures were put forward. Test results showed that the full aperture surface accuracy of primary mirror under testing gravitational condition was 0.016λ (λ=632.8 nm) in root mean square value, and the full aperture was 0.019λ







 DownLoad:
DownLoad: