






-
磁流变抛光技术(magnetorheological finishing, MRF)作为新型的光学加工技术[1−4],具有加工确定性高、收敛效率稳定、边缘效应可控、亚表面破坏层小等诸多优点[5−10],因而在高精度光学加工领域有着广泛的应用[11−15]。由磁流变加工原理可知,高精度的加工过程需要稳定的去除函数和各个驻留点位精确的驻留时间分布,而实际加工过程往往受各类误差的影响,使得实际加工得到的结果与理想结果存在偏差。在高精度加工领域,较小的误差也会对面形精度以及各频段误差造成很大的影响,甚至会导致面形误差的不收敛。
随着非球面光学元件的不断发展,其在各类光学系统中的应用不断增多。与球面光学元件相比,非球面光学元件具有校正像差、提升像质、减少系统重量等优点,因而得到了广泛应用[16−19]。但非球面光学元件表面复杂,制造过程较球面元件更困难。
现有研究中,磁流变对非球面光学元件的加工均通过检测加工的循环过程实现,但其存在加工后面形精度不确定性和中频误差不可控的问题[20−24]。
传统的磁流变抛光工艺由于存在各类误差的影响,导致加工结果存在不确定性,无法实现对加工后面形精度的量化判断。为减少磁流变抛光过程中误差对加工精度的影响以及实现对中频误差的抑制,采用基于不确定度误差的加工工艺方法对非球面加工中去除函数误差不确定度与位置误差不确定度进行理论分析,并通过实验验证与误差补偿,验证了该方案的可行性,得到理想的面形精度值。
-
在实际加工过程中,工艺参数的不稳定性会造成去除函数的变化,从而导致加工过程以及加工后面形精度与中频误差的不确定性。为提高磁流变加工过程的修形精度,降低加工过程中导致的中频误差,在磁流变加工过程中对去除函数误差进行分析,找出去除函数误差的影响规律。去除函数不确定度误差包含形状误差和效率误差。
-
去除函数用以单位时间内对光学元件表面材料的去除,通过控制驻留时间实现对表面材料的定量去除。根据计算机控制光学表面成型(computer controlled optical surfacing, CCOS)理论,磁流变加工过程中材料的去除量表示为去除函数与驻留时间的卷积过程:
式中:$ Z\left( {x,y} \right) $为光学元件初始面形误差;$ R\left( {x,y} \right) $为去除函数;$ T\left( {x,y} \right) $为驻留时间函数;$ E\left( {x,y} \right) $为残留误差。
加工过程中存在各类误差的影响,导致实际加工时去除函数的形状与理论分析的去除函数形状存在偏差。用$ \alpha $、$ \beta $分别表示去除函数在X方向和Y方向的误差系数,即误差因子,${R_m}(x,y)$表示实际加工过程中的去除函数,表达式如下:
因此,在形状误差影响下,实际加工过程的残留误差$ {E_m}(x,y) $为:
去除函数形状误差会导致在实际加工过程中引入额外残差,从而造成实际残留误差值变大。
-
在磁流变加工的理论分析时,各种工艺参数如抛光轮转速,抛光液流量、粘度,磁场强度等都是恒定不变的。但在实际加工工艺中,被加工光学元件的材料特性以及工艺参数的不稳定性会导致实际加工过程中的去除函数与理论分析过程中的去除函数存在偏差,该误差便为效率误差。${R_n}(x,y)$表示实际加工过程中的去除函数,将其与理论分析过程中的去除函数$ R\left( {x,y} \right) $的比值定义为效率因子$\delta $,为:
因此,在效率误差影响下,实际加工过程的残留误差${E_n}(x,y)$为:
去除函数效率误差会导致在实际加工过程中引入额外残差,从而造成实际残留误差值变大。
-
由于在磁流变加工过程中,光学元件的机床坐标系与工件坐标系不可能完全重合,导致去除函数的实际加工位置与理论仿真位置存在偏差,从而影响磁流变定点进行误差去除的确定性。
如图1所示,假设去除函数在机床坐标下的位置点为${G_m}({x_m},{y_m},1)$,而在工件坐标系下的位置点为${G_n}({x_n},{y_n},1) $,则机床坐标系与工件坐标系存在如下关系:
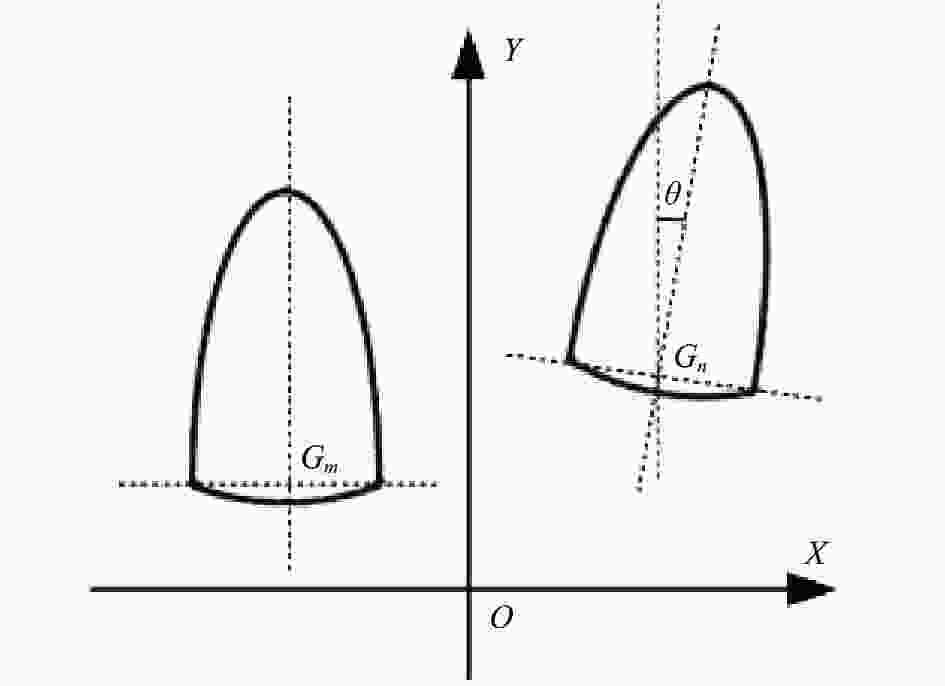
Figure 1. Schematic diagram of removing function positioning error
其中,矩阵T可表示为:
由此可得以下方程式:
式中:$ {\delta _x} $和$ {\delta _y} $为X方向与Y方向移位;$\theta $为角度误差。
理论抛光过程中的去除函数为$R(x,y)$,而实际抛光过程中的去除函数${R_r}(x,y)$为:
根据公式(1),采用磁流变抛光去除函数进行面形误差修正时,由位置误差引起的面形误差$E(x,y)$为:
从图1中可以看出,去除函数会存在偏差,而去除函数的偏移存在X轴和Y轴两个方向。由仿真分析可知,X轴方向(图2(c)和图2(d))和Y轴方向(图2(e)和图2(f))的偏差几乎一致,因此文中选取X轴方向进行仿真与实验分析。

Figure 2. (a) The original surface error of the optical element; (b) The surface error obtained after the removal function processing; (c) The surface error obtained after the removal function was deflected 1° along the X-axis; (d) The surface error obtained after the removal function was deflected 2° along the X-axis; (e) The surface error obtained after the removal function was deflected 1° along the Y-axis; (f) The surface error obtained after the removal function was deflected 2° along the Y-axis
对加工过程中的去除函数误差进行理论分析,利用误差的不确定度来指导加工工艺,通过仿真分析和实验相结合的方式获取加工中的不确定度,并通过验证实验达到理想的面形误差收敛值。
-
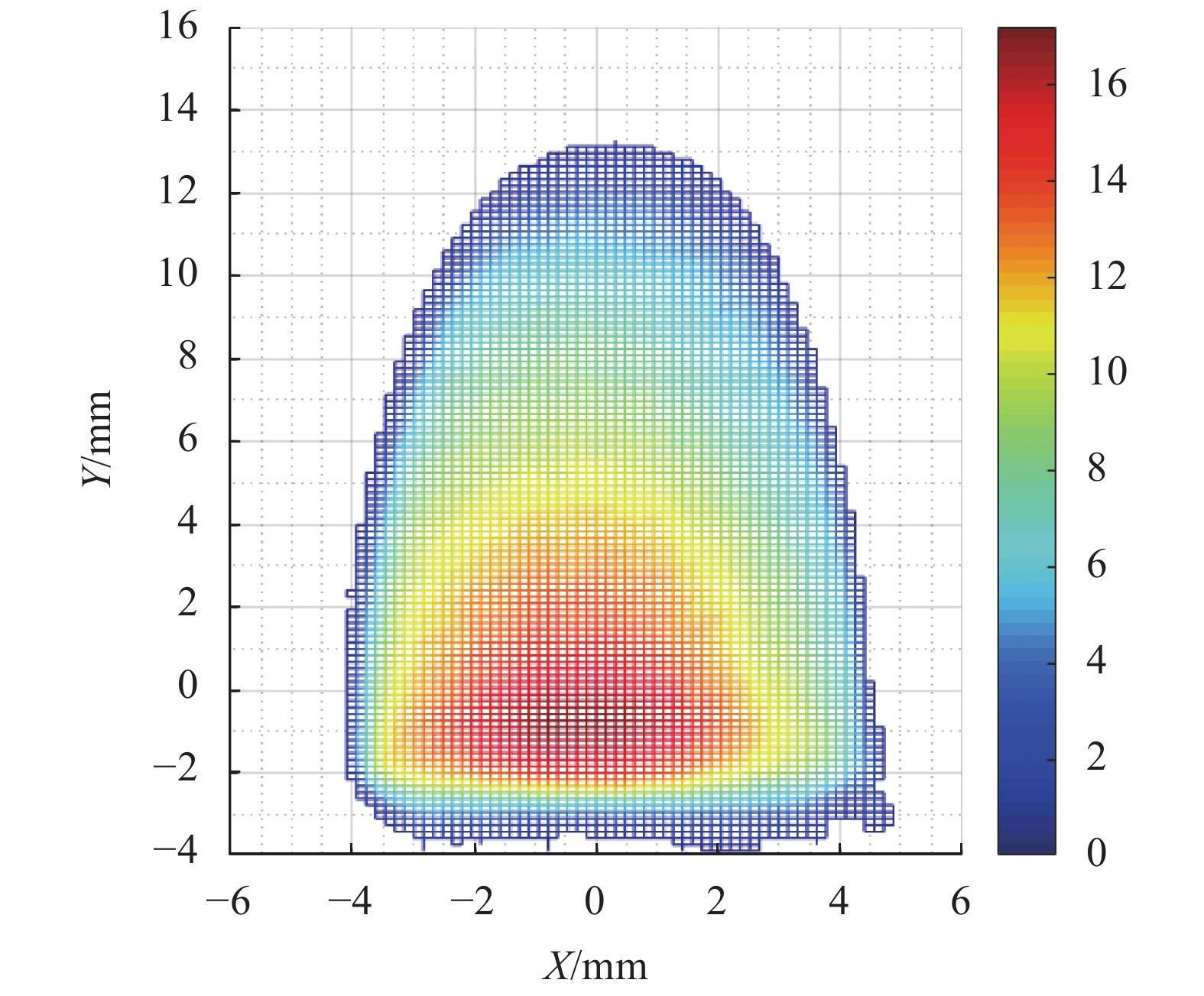
为验证不确定度方法的有效性,通过仿真分析和实验验证实现对磁流变加工中误差不确定度值的评估。在对去除函数不确定度误差和位置不确定度误差进行理论分析后,使用去除函数进行工艺仿真与实验,其大小为15 mm×10 mm,去除率为0.95 mm3/min,如图3所示。

Figure 3. Removal function of MRF finishing
通过采用栅线扫描路径完成非球面镜#A的磁流变加工,加工和检测平台如图4(a)和4(b)所示,非球面镜#A详细技术参数如表1所示。

Figure 4. Process of (a) magnetorheological finishing and (b) surface shape detection
Parameter Value Diameter/mm 145 Radius of curvature/mm −425.17 Quadric constant −1 Off-axis quantity/mm 121.23 Table 1. Technical parameters of off-axis aspheric #A
为了得到非球面镜的初始面形误差分布,采用非接触式3D光学面形测量系统LuphoScan对该非球面镜进行测量。初始面形误差如图5(a)所示,面形误差RMS值为163.842 nm。磁流变加工过程中,光学系统对中频段的误差也有一定的要求,因此按照系统加工需求,保证光学系统对小角度散射最为敏感,将滤波范围窗口设为0.04 ~0.4 mm−1。滤波后得到初始面形的中频误差RMS值为29.833 nm,如图5(b)所示。

Figure 5. (a) Initial surface error and (b) initial mid-spatial error of #A
在进行初始面形测量后,为了分析利用去除函数加工后的面形误差以及中频误差,进行磁流变仿真加工,仿真加工后的面形数据如图6所示,面形误差RMS值为16.4764 nm,经滤波后得到初始面形的中频误差RMS值为10.346 nm。
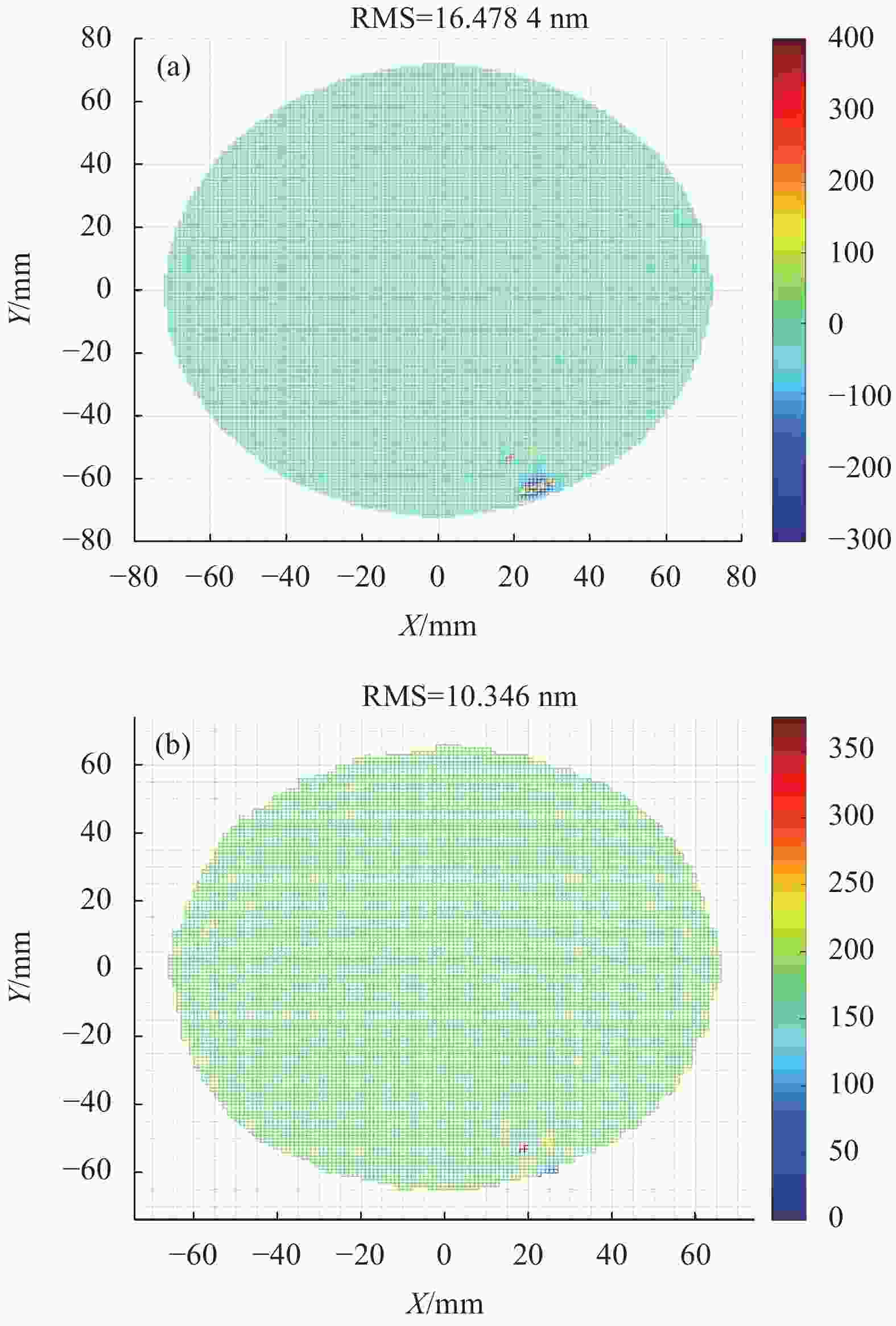
Figure 6. (a) Surface error and (b) mid-spatial error after simulation processing of #A
在仿真分析的基础上,为了获得加工过程中的不确定度误差值,对该非球面镜进行修形实验,将实验结果与仿真结果对比,得到量化的不确定度值。磁流变抛光的具体工艺参数如表2所示。
Parameter Value Diameter of polishing wheel/mm 200 Polishing wheel speed/rpm 170 Current intensity/A 7 Quantity of flow/L·min−1 120 Magnetorheological fluid viscosity/cp 190 Pressing depth/mm 0.1 Table 2. Parameters of magnetorheological finishing
将加工结果用以分析磁流变抛光的不确定度下的面形误差以及中频误差。#A通过五次迭代加工,其中包括四次磁流变抛光工艺和一次平滑工艺,加工过程如图7所示。其中图7(e)为最终的加工面形,面形精度RMS值为20.102 nm,图7(f)为最终加工面形所包含的中频误差,中频误差RMS值为13.961 nm。
将加工结果与仿真结果相比,面形误差RMS值与中频误差RMS值均存在3.5 nm的不确定度误差值。不确定度误差结果可为后续磁流变抛光非球面光学元件过程中对面形误差以及中频误差的抑制提供指导。
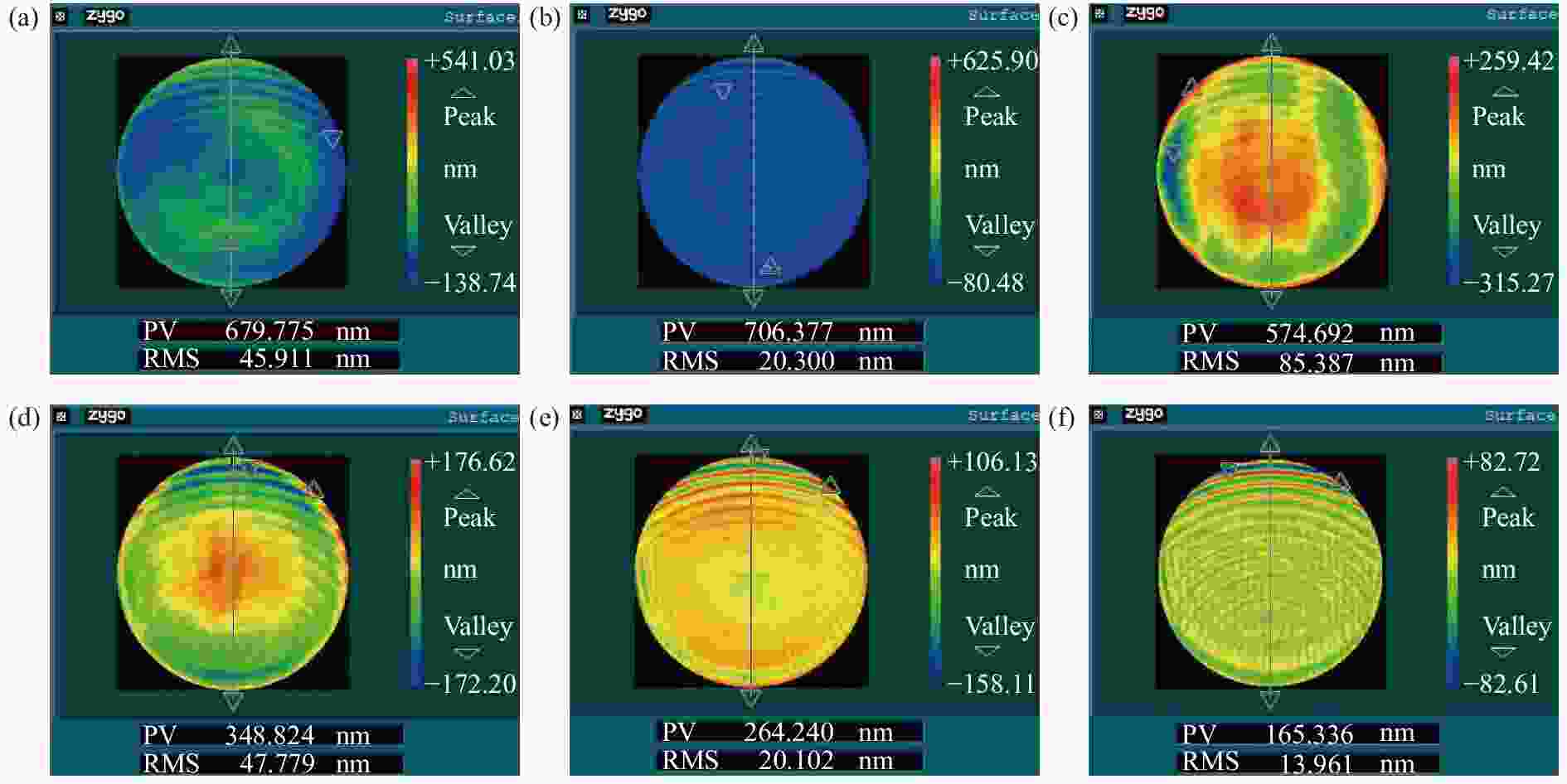
Figure 7. Actual machining surface of #A. (a) After the first magnetorheological finishing; (b) After the second magnetorheological finishing; (c) After the smooth processing; (d) After the third magnetorheological finishing; (e) After the fourth magnetorheological finishing; (f) Mid-spatial error after the fourth magnetorheological finishing
-
由于不确定度误差的存在会影响磁流变加工精度,并且易在面形误差收敛的同时引入中频误差。因此,为实现精确控制加工,基于误差不确定度建立不确定度误差下的加工工艺,图8为基于不确定度误差磁流变抛光工艺流程图。

Figure 8. Process flow chart under uncertainty error
为验证不确定度工艺以及不确定度值在实际生产加工过程中的应用,对非球面镜#B进行加工实验,通过对实际加工后#A的不确定度分析,进行#B的加工不确定度仿真预测,并通过实验得到加工后的面形以及中频误差。
不确定度验证实验中所使用的非球面镜#B技术参数与#A一致,采用非接触式3D光学面形测量系统LuphoScan对该非球面镜进行测量,得到初始面形误差如图9(a)所示,面形误差RMS值为170.743 nm,经滤波后得到初始面形的中频误差RMS值为31.743 nm,如图9(b)所示。

Figure 9. (a) Initial surface and (b) initial mid-spatial error of #B
得到非球面镜#B的初始面形分布后,对其进行磁流变仿真加工,得到仿真加工后的面形数据如图10所示,面形误差RMS值为15.4327 nm,经滤波后得到初始面形的中频误差RMS值为10.262 nm。由上一节不确定度误差工艺实验可知,加工后面形残差以及中频误差存在3.5 nm的加工不确定度。由此可得,在对#B进行实际加工工艺后,面形误差RMS值为20 nm左右,中频误差RMS值为14 nm左右。

Figure 10. (a) Surface error and (b) mid-spatial error after simulation processing of #B
为验证加工不确定度误差工艺,对非球面镜#B进行修形验证实验,磁流变抛光的具体工艺参数如表2所示。#B通过七次迭代加工,如图11所示,其中包括五次磁流变抛光工艺和两次平滑工艺。图11(g)为最终的加工面形,面形精度RMS值为19.317 nm,图11(h)为最终加工面形所包含的中频误差,中频误差RMS值为13.282 nm。由此可得,在对#B进行实际加工工艺后,面形误差和中频误差达到了不确定度下的RMS值。

Figure 11. Actual machining surface of #B. (a) After the first magnetorheological finishing; (b) After the second magnetorheological finishing; (c) After the first smooth processing; (d) After the third magnetorheological finishing; (e) After the second smooth processing; (f) After the fourth magnetorheological finishing; (g) After the fifth magnetorheological finishing; (h) Mid-spatial error after the fifth magnetorheological finishing
由仿真结果对#B的误差不确定度分析表明,在实际加工后,中频误差RMS可以抑制到14 nm左右,但经过第一次平滑后,使用磁流变加工(图11(d)),中频误差RMS值为15.158 nm,如图12(a)所示。
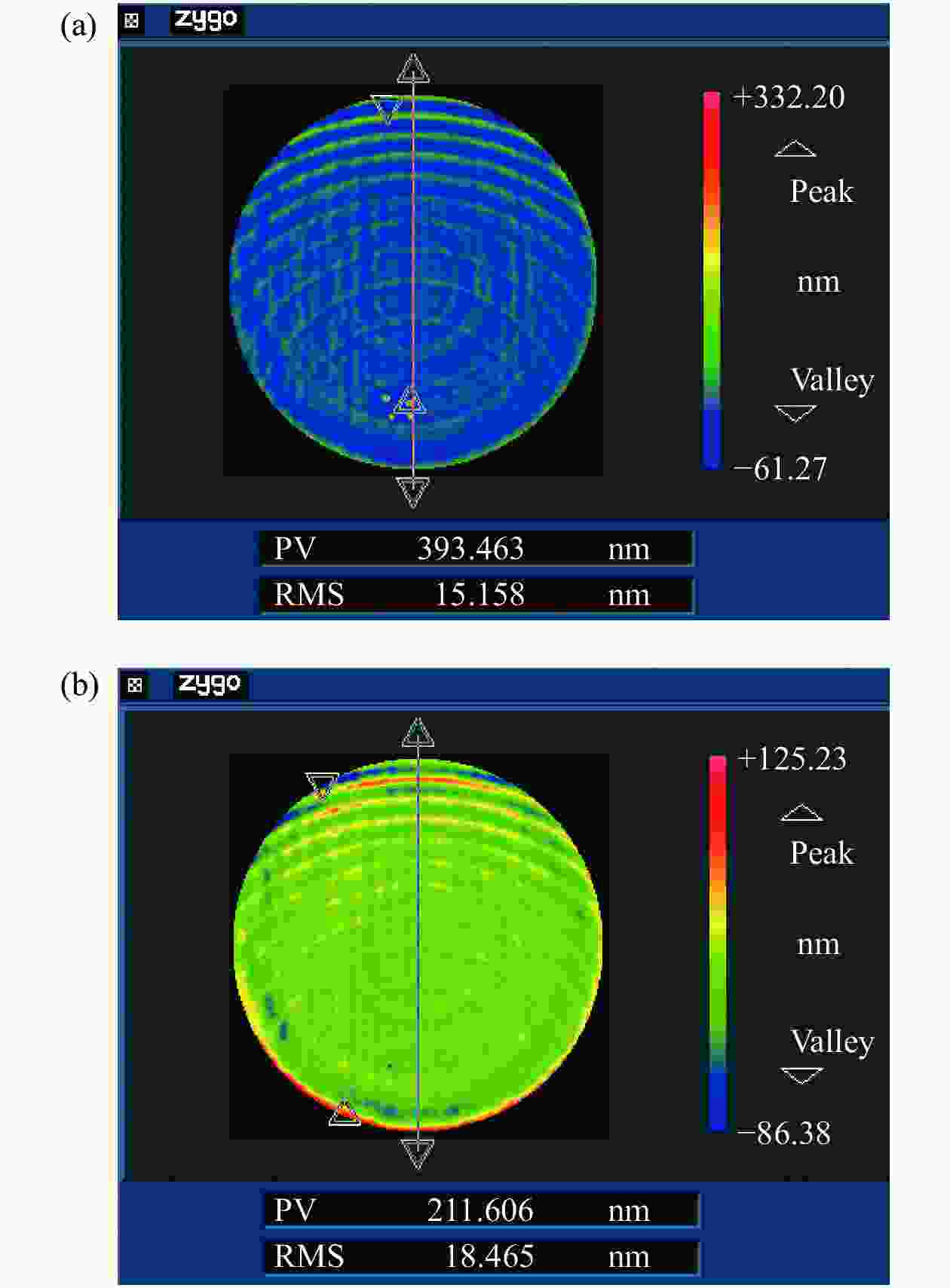
Figure 12. Actual machining mid-spatial error of #B. (a) Mid-spatial error in Fig.11(d); (b) Mid-spatial error in Fig.11(e)
由此可知,后续加工可达到的中频不仅不会下降至预期值(14 nm左右),还可能会恶化,因此#B需进行第二次平滑,使中频误差达到预期值(图11(e))。中频误差RMS值达到18.465 nm后,如图12(b)所示,才可作为理想的面形以做后续磁流变加工处理,直至加工完成,达到不确定度下的面形精度。
在不确定度误差下进行了#B磁流变加工工艺实验,加工后与加工前预测结果相比,面形误差RMS值从15.4327 nm增加到19.317 nm,面形误差RMS值的不确定误差控制在3.8843 nm;中频误差RMS值从10.262 nm增加到13.282 nm,中频误差RMS值的不确定误差控制在3.02 nm。实验结果表明,基于不确定度误差的方法,不仅面形误差得到了有效收敛,同时中频误差得到了合理的抑制,为磁流变加工过程中的面形误差以及中频误差的抑制提供了理论支撑。该方法对于实现高精度光学元件磁流变加工具有重要的实用价值。
-
文中对磁流变加工中的不确定度理论进行了分析,并具体分析了去除函数不确定度误差与位置不确定度误差,总结了不确定度误差下磁流变加工工艺流程。在此基础上,为验证不确定度误差工艺方法的可行性,对两块非球面镜进行了验证实验。对非球面#A的磁流变加工过程中的误差进行了详细分析,用以确定磁流变加工非球面中的不确定度,从而指导非球面#B的加工。由实验验证了非球面#B的面形精度满足工程需求。在不确定度分析的基础上优化了工艺流程,通过磁流变加工不确定度工艺方法,在达到面形误差收敛的同时实现了中频误差的抑制。
Uncertainty error technology for magnetorheological finishing of optical elements
doi: 10.3788/IRLA20230595
- Received Date: 2023-10-26
- Rev Recd Date: 2024-01-05
- Publish Date: 2024-03-21
Fund Project:
National Key Research and Development Program of China (2021YFC2202101)
-
Key words:
- optical manufacturing /
- surface error /
- magnetorheological finishing /
- mid-spatial error
Abstract:











 DownLoad:
DownLoad: