






-
随着航空航天、汽车等领域的不断发展,对其核心零部件的结构和性能要求也不断提高。如发动机喷油器因其各项性能指标和排放要求的提升,对喷孔的几何精度、表面粗糙度、加工效率以及成本都提出了更为严格的要求。最新的欧Ⅵ(国Ⅵ)排放标准要求喷孔孔径在0.09 mm以内,流量系数达到0.8,且具有一定的锥度[1]。传统的机械和电火花加工越来越难以满足标准的需要,而飞秒激光以其超短脉宽、超高功率等特性几何适用于加工任何材料 [2],利用飞秒激光加工喷油器微孔,不仅质量好、效率高,而且没有机械和冶金缺陷,不需要后续的挤压研磨处理[3],在该领域展现出巨大的潜力和优势。
飞秒激光制孔方式主要有3种:冲击、环切和螺旋打孔[4],其中,环切打孔可以在确保加工质量的同时兼顾效率。Zhang等[5]研究发现现离焦量对微孔的几何精度和表面质量影响最大。段文强等[6]针对微孔几何形貌和重铸层,研究了环切路径、速度和圈数对微孔质量的影响规律。赵华龙等[7]设计了一种基于道威棱镜原理的三反射镜扫描装置,大大提高了钻孔效率。王峰等[8]设计了一种用于加工倒锥孔的三光楔激光扫描装置。该装置加工出的喷孔尺寸准确度在±2 μm以内,K系数稳定在0.3左右。上述研究中主要以大量实验为主,缺乏对工艺参数综合性的分析和质量控制模型的建立,所以针对此方面的研究还需要进行更多的工作。
文中基于飞秒激光微加工系统开展对喷油器微孔的环切加工实验研究。采用正交实验设计,主要研究激光功率、重复频率、离焦量、扫描速度和扫描次数等参数对微孔出入口孔径、圆度和锥度的影响,利用极差和方差分析法,分析不同因素对实验指标影响水平的显著性,得到激光环切制孔过程中微孔的成形演化规律,并对实验结果进行综合性的考量以得到相对最优的工艺参数。由于激光加工是一个多参数耦合的非线性、不稳定过程[9],激光加工参数与微孔几何参数之间难以建立一个严格的数学表达式,文中基于反向传播(BP)神经网络建立了以上述5个参数为输入,微孔出入口孔径为输出的映射模型,并利用实验数据作为训练样本对模型进行检验,为工程中飞秒激光环切加工喷油器微孔参数的选择和优化提供模型支持。
-
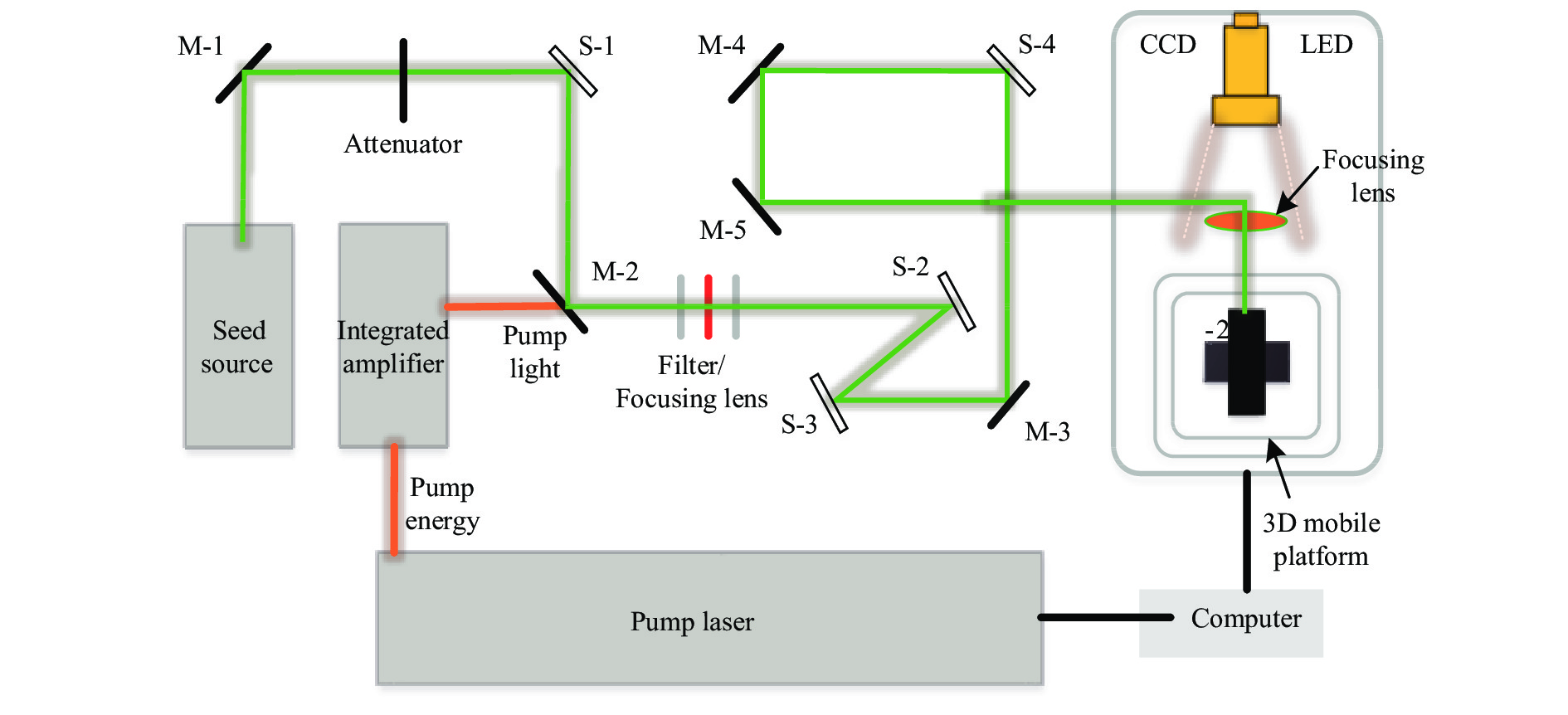
文中实验采用的飞秒激光微加工系统由UpTek Solutions公司的 Phidia型飞秒激光系统和Sabray系列微加工模块以及控制系统、水冷机组成,实验平台示意图如图1所示,具体参数如表1所示。当该设备以高达10 kHz的可变重复频率工作时,其单脉冲能量可以达到120 μJ,高能脉冲使其适用于高烧蚀阈值的材料加工。通过控制透镜内的两块反射镜相对运动来改变出光角度,再通过移动平台控制金属等均匀材料与焦点间的相对位置来实现复杂结构的加工。
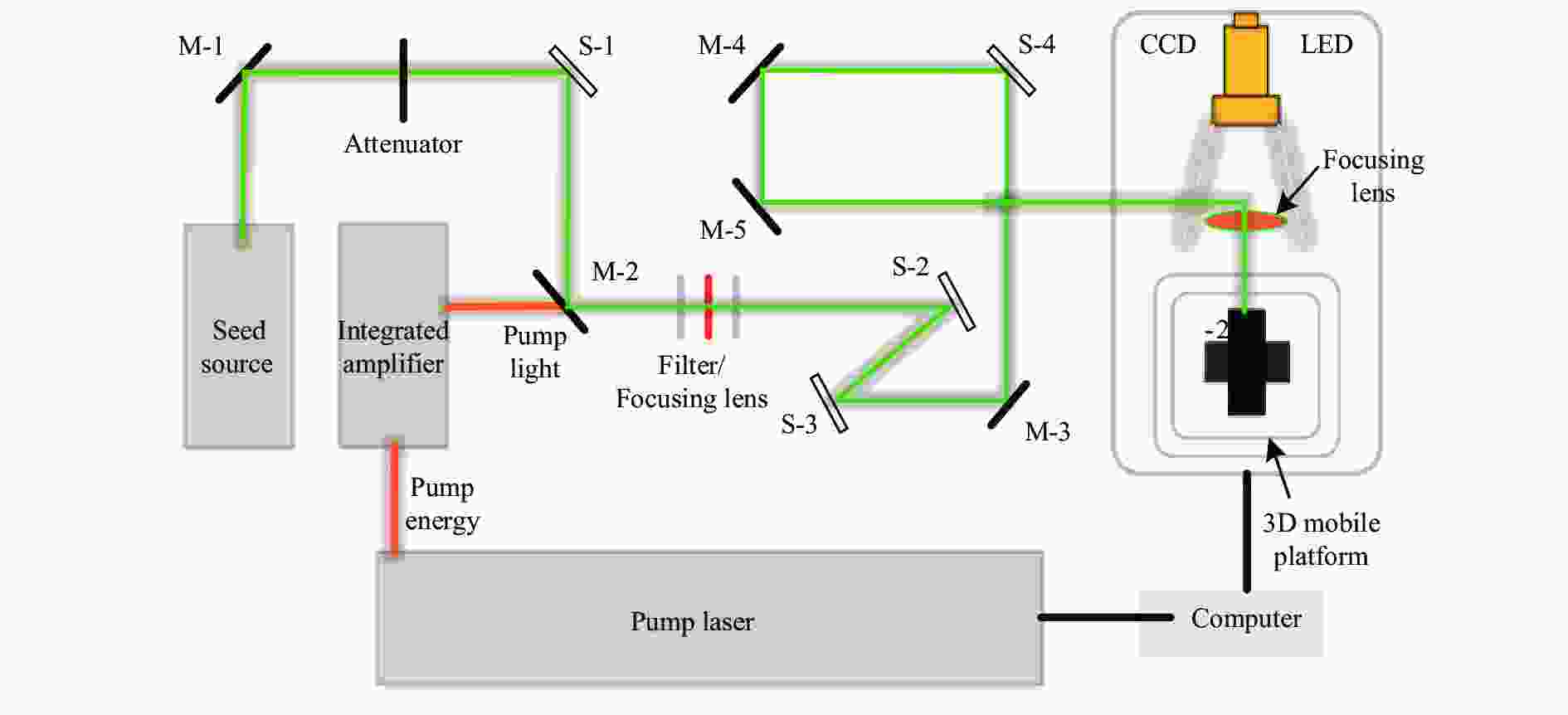
图 1 实验平台示意图
Figure 1. Schematic diagram of experimental platform
表 1 飞秒激光器技术参数
Table 1. Femtosecond laser technical parameters
Property Value Property Value Power/W ≤2.0 Waist radius/μm 12 Pulse width/fs 120 Energy stability/RMS <0.75% Wavelength/nm 800 Focal roundness >85% Frequency/kHz ≤10 Beam quality M2≤1.2 Laser diameter/mm 6 Divergence half-angle/mrad 0.10 -
实验选用的06Cr19Ni10不锈钢为喷油器加工中经常采用的材料,具有良好的耐腐蚀、耐高温以及热加工性,其物理性能参数如表2所示。所用样品的规格100 mm×100 mm×1 mm,首先对样品进行如下处理:
表 2 06Cr19Ni10不锈钢物理参数
Table 2. 06Cr19Ni10 stainless steel physical parameters
Property Value Density/g·cm−3 7.2 Specific heat capacity/J·kg−1·K 711.8 Melting point/K 1700 Boiling point/K 3200 Tensile strength/MPa ≥515 Yield strength/MPa ≥205 Hardness/HBW ≤201 (1)先用线切割将不锈钢板分成20 mm×10 mm×1 mm的小块,再进行编号。
(2)使用金相试纸对试件上下表面进行抛光、打磨以去除表面杂质,保证样品表面各处的光滑程度一致。
(3)用KQ-300E型超声波清洗器和95%的乙醇溶液对试件清洗15 min,清洗结束后用真空干燥箱进行干燥处理。
处理完的实验样品如图2所示。

图 2 实验样品图
Figure 2. Diagram of experiment sample
-
实验需要在厚度为1.0 mm的不锈钢板上打出孔径,100 μm左右的通孔。将处理好的样品固定在加工平台上,通过控制平台在X和Y轴方向上的移动轨迹,先在一焦点平面内对样品进行环状扫描,再控制镜头高度以实现光斑的Z轴向进给,在更深的焦点平面重复进行数次就可以实现对工件的通孔加工,扫描路径如图3所示。通过先前对比实验发现,单层进给量为50 μm时,可以兼顾加工质量和效率。
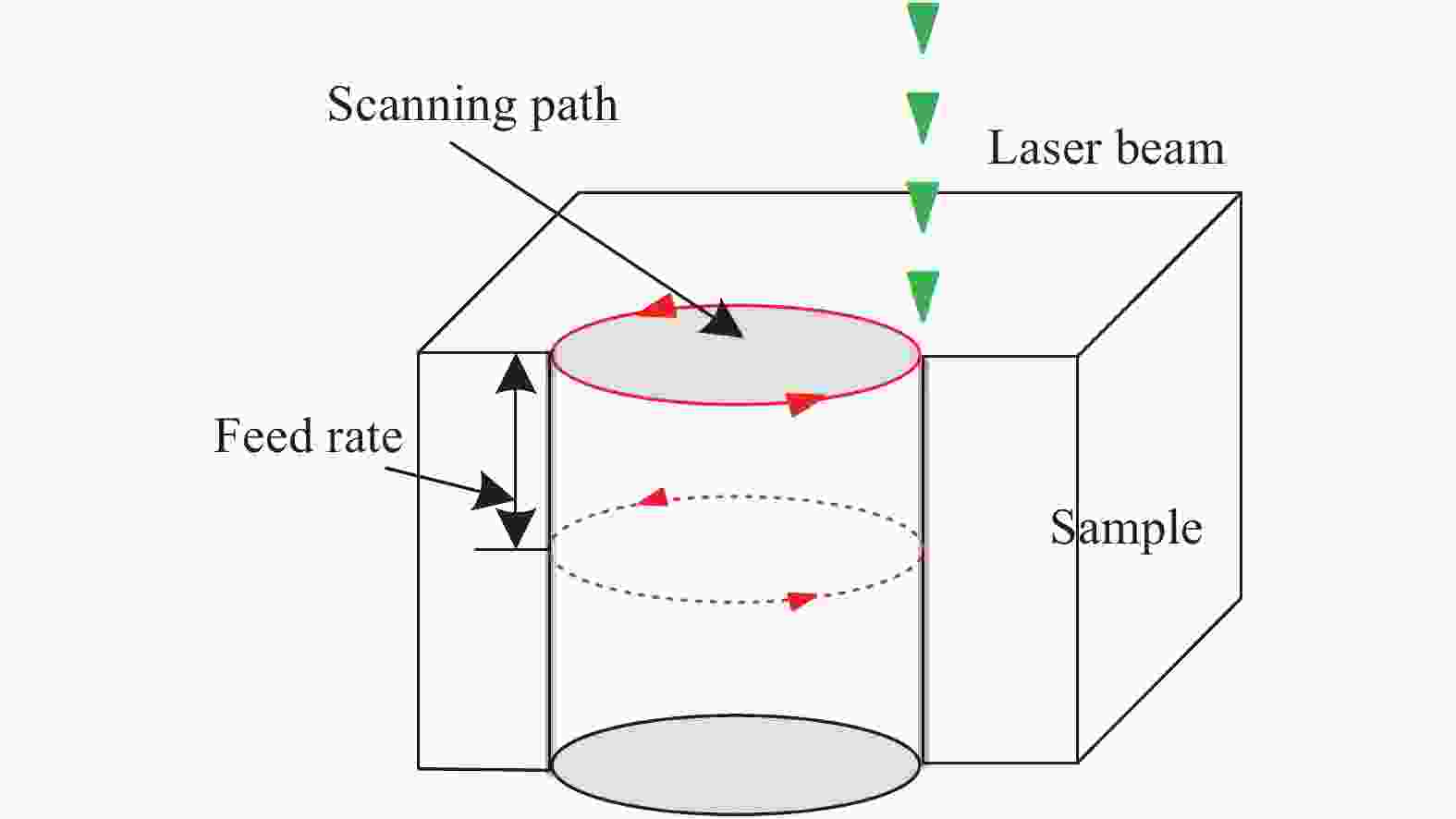
图 3 激光扫描路径示意图
Figure 3. Schematic diagram of laser scanning path
在实验中主要研究激光功率、重复频率、离焦量、扫描速度和单层扫描次数共5个变量对飞秒激光加工喷油器微孔的几何精度和形貌的影响,每种参数因素配置5个适当的水平,具体设置如表3所示。在尽可能多地考虑各因素之间相互影响的前提下,将多种因素糅合,对各水平做出适当的排列组合,以 L25(55)的正交表进行具体的实验。实验结束后,先对试件进行清洗,再利用ZEISS Sigma 300场发射扫描电子显微镜对小孔形貌进行观测。
表 3 正交实验因素水平表
Table 3. Factors and levels of orthogonal experiment
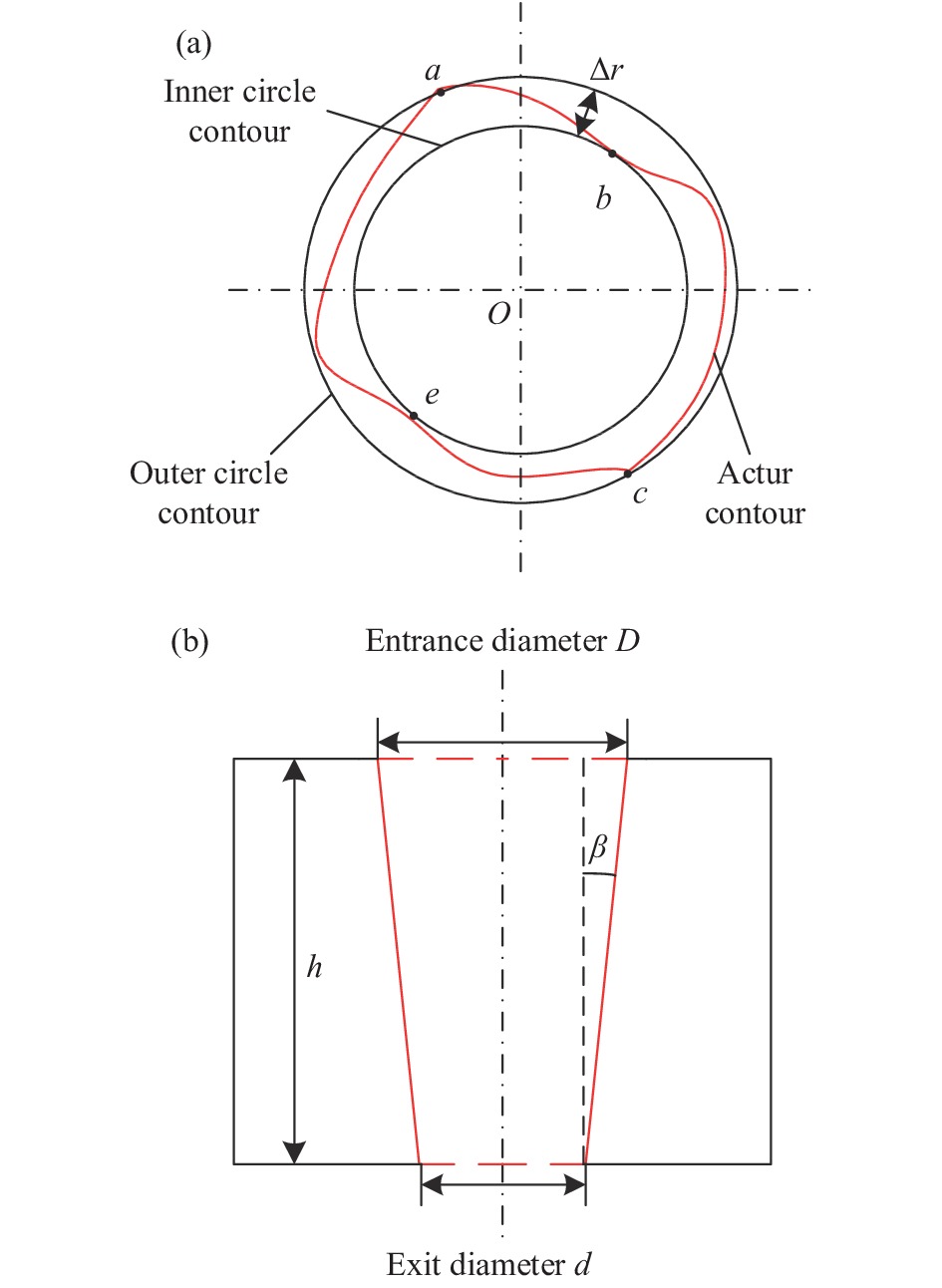
Parameter 1 2 3 4 5 A Laser power/W 1 1.25 1.5 1.75 2 B Repetition rate/kHz 8 8.5 9 9.5 1 C Defocus/μm −400 −200 0 200 400 D Scanning speed/mm·s−1 0.1 0.5 1 1.5 2 E Scanning times 10 20 30 40 50 实验后需要对微孔圆度和锥度进行统计,选择最小区域法对微孔圆度进行计算。用至少与微孔轮廓有两个接触点的两个同心圆的半径差Δr定义圆度,如图4(a)所示,Δr值越小,孔型越圆。由于微孔直径仅有100 μm左右,很难在不破坏微孔形貌的情况下将其切开获得剖面形状,因此将锥度值β定义为入口与出口直径的差值除以微孔的深度[10],如图4(b)所示。
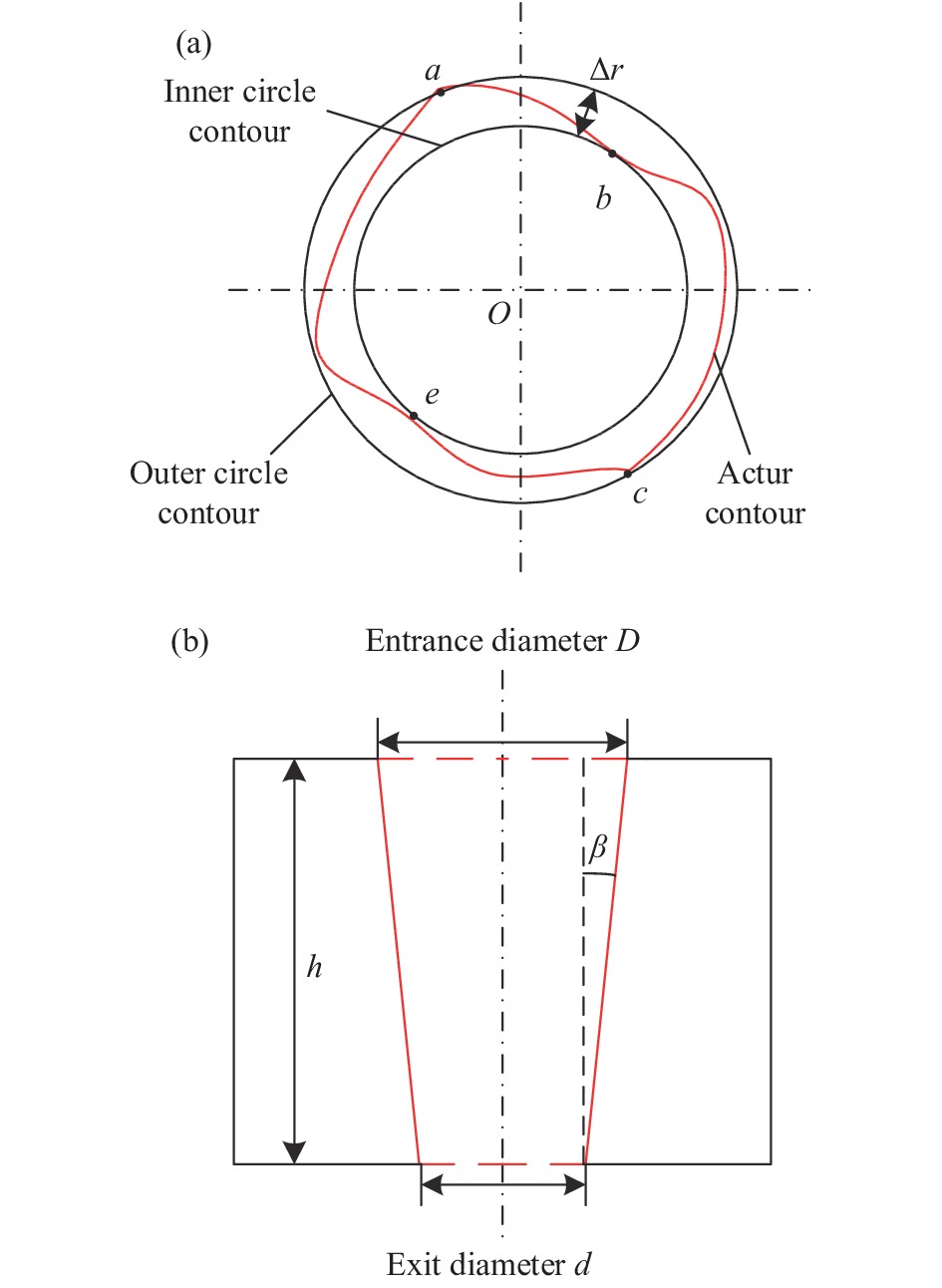
图 4 (a)最小区域法评价圆度的原理示意图;(b)锥度示意图
Figure 4. (a) Schematic diagram of the minimum area method to evaluate roundness; (b) Schematic diagram of taper
-
探究耦合作用下各因素对微孔几何精度、表面质量以及成形演化的影响是建立飞秒激光环切加工喷油器微孔演化模型的前提。实验后可以得到微孔出入口孔径随因素水平的变化,利用极差分析法分析各因素对实验指标影响的显著性程度。表 4 为微孔出入口孔径的极差分析表,表中 1~5 行为同一因素水平下实验指标的平均值,第 6 行为平均值的极差 Rj,根据 Rj 的大小就能够区分各因素对实验结果指标的作用水平。可以看出5个因素与微孔入口孔径的相关性强弱顺序为:E 扫描次数、A 激光功率、C 离焦量、D 扫描速度、B 重复频率,影响出口孔径的强弱性顺序基本是一致的。
表 4 微孔出入口孔径极差分析表
Table 4. Range analysis of micro-hole entrance and exit diameter
Level A B C D E Laser power/W
Entrance/μm Exit/μmRepetition rate/kHz
Entrance/μm Exit/μmDefocus/μm
Entrance/μm Exit/μmScanning speed/mm·s−1
Entrance/μm Exit/μmScanning times
Entrance/μm Exit/μm1 104.37 89.93 108.54 93.56 118.77 86.40 111.62 101.89 100.74 80.94 2 107.87 90.66 107.43 99.25 109.33 90.76 109.19 99.08 102.23 96.08 3 112.95 96.45 105.62 100.40 115.26 98.95 110.40 95.74 104.70 95.74 4 118.28 104.08 109.23 93.34 107.33 101.68 103.58 90.63 110.35 93.63 5 126.62 106.13 112.27 96.52 103.40 87.40 108.27 92.73 123.06 98.73 Rj 18.245 16.2 6.65 7.06 15.37 15.28 8.04 11.26 22.32 18.14 极差分析法无法将实验的偶然误差与条件误差区分开来[11],因此需要再对实验数据进行方差分析。表 5 所示为实验数据的方差分析表,F 值是用于确定该因素与实验结果响应相关联的检验统计量,足够大的 F 值表明该因素的影响十分显著。由表可知:扫描次数对微孔尺寸的影响十分显著,激光功率的影响较为显著,与极差分析的结果是一致的。
表 5 正交实验方差分析表
Table 5. Variance analysis of orthogonal experimental date
Source of variation Sum of squares Degree of freedom Mean square error F-value Significance Laser power 170.9 4 42.72 0.91 * Repetition rate 103.4 4 25.84 0.55 Defocus 158.1 4 39.51 0.84 Scanning speed 119.1 4 29.77 0.63 Scanning times 232.4 4 58.11 1.24 ** Error 187.7 4 46.93 Total 971.6 24 喷油器微孔的几何精度对柴油机的功率和燃油效率有很大影响[12],表 6为微孔入口圆度和锥度的极差分析表。由表6可知,单层扫描次数对微孔圆度的影响同样非常显著,而离焦量的影响显著程度超过了激光功率,重复频率的影响同样最小。对微孔锥度影响最大的是离焦量,扫描次数次之,重复频率再次之,激光功率和扫描速度的影响最小。由于孔型越圆流量系数越高,以此角度分析得出最符合要求的组合为A1B3C1D5E5。文中实验的评定标准中需要微孔带有一定的锥度,并不是越小越好,将锥度 β 的趋向值定位为 0.015,可以得出最符合要求的组合为A1B1C5D3E4。
表 6 微孔入口圆度和锥度极差分析表
Table 6. Range analysis of roundness and taper of micro-hole entrance
Level A B C D E Laser power/W
Roundness/μm Taper/(°)Repetition rate/kHz
Roundness/μm Taper/(°)Defocus/μm
Roundness/μm Taper/(°)Scanning speed/mm·s−1
Roundness/μm Taper/(°)Scanning times
Roundness/μm Taper/(°)1 11.6 0.014 4 14.7 0.015 0 9.2 0.032 4 8.9 0.009 7 17.6 0.019 8 2 13.5 0.017 2 11.4 0.008 2 11.3 0.018 6 8.7 0.010 1 13.4 0.006 2 3 12.9 0.016 5 10.5 0.005 2 10.8 0.016 3 10.9 0.014 7 10.5 0.009 0 4 15.6 0.014 2 12.7 0.015 9 13.4 0.005 6 12.6 0.013 0 9.4 0.016 7 5 17.8 0.020 5 13.1 0.015 8 16.7 0.016 0 15.9 0.015 5 8.3 0.024 3 Rj 6.2 0.006 3 4.2 0.010 7 7.5 0.026 7 7.2 0.005 8 9.3 0.018 2 利用综合平衡法对结果进行分析可以发现,在对出入口孔径和微孔圆度的分析中,扫描次数均是影响显著性水平最高的因素,在对微孔锥度的分析中,它的影响程度也是仅次于离焦量的,由此可以认为选择合适的扫描次数十分重要。激光功率和离焦量也是重要的影响因素,在对微孔尺寸影响因素的评定中,激光功率要高于离焦量,而在对微孔入口圆度和锥度的评定中,离焦量则更重要一些。在3种实验指标的影响中,扫描速度和重复频率都是都较小的一项。由于打孔效率也是评价工艺的重要标椎,所以在加工中要选择适中的重频和扫描速度,在兼顾加工质量的同时提高效率。结合研究中微孔锥度重要性大于圆度,出入口孔径再次之的要求,最后推测对于06Cr18Ni9 不锈钢板飞秒激光环切加工喷油器微孔合理的参数水平组合应为A1B3C4D3E4。
-
文中实验采用环切打孔的方式,在加工过程中,激光辐射中心点的温度逐步升高,位于中心的材料烧蚀最快,孔扫描轨迹边缘处材料率先被去除。然后光斑以环形轨迹进行扫描,孔边缘处的环形深度也不断增加。随着焦点的不断下移,当两侧环形深度达到材料厚度时,孔内还未被加工的材料在重力作用下脱落,形成锥度较大的孔。随着激光束以一定次数重复扫描,将孔壁上多余的材料去除,孔的锥度逐渐变小,最终形成具有一定几何尺寸的通孔。如图5为SEM拍摄的微孔出入口形貌,可以看出:微孔呈现为较规则的椭圆状,且入口孔径大于出口孔径,其基本轮廓呈倒圆台形。
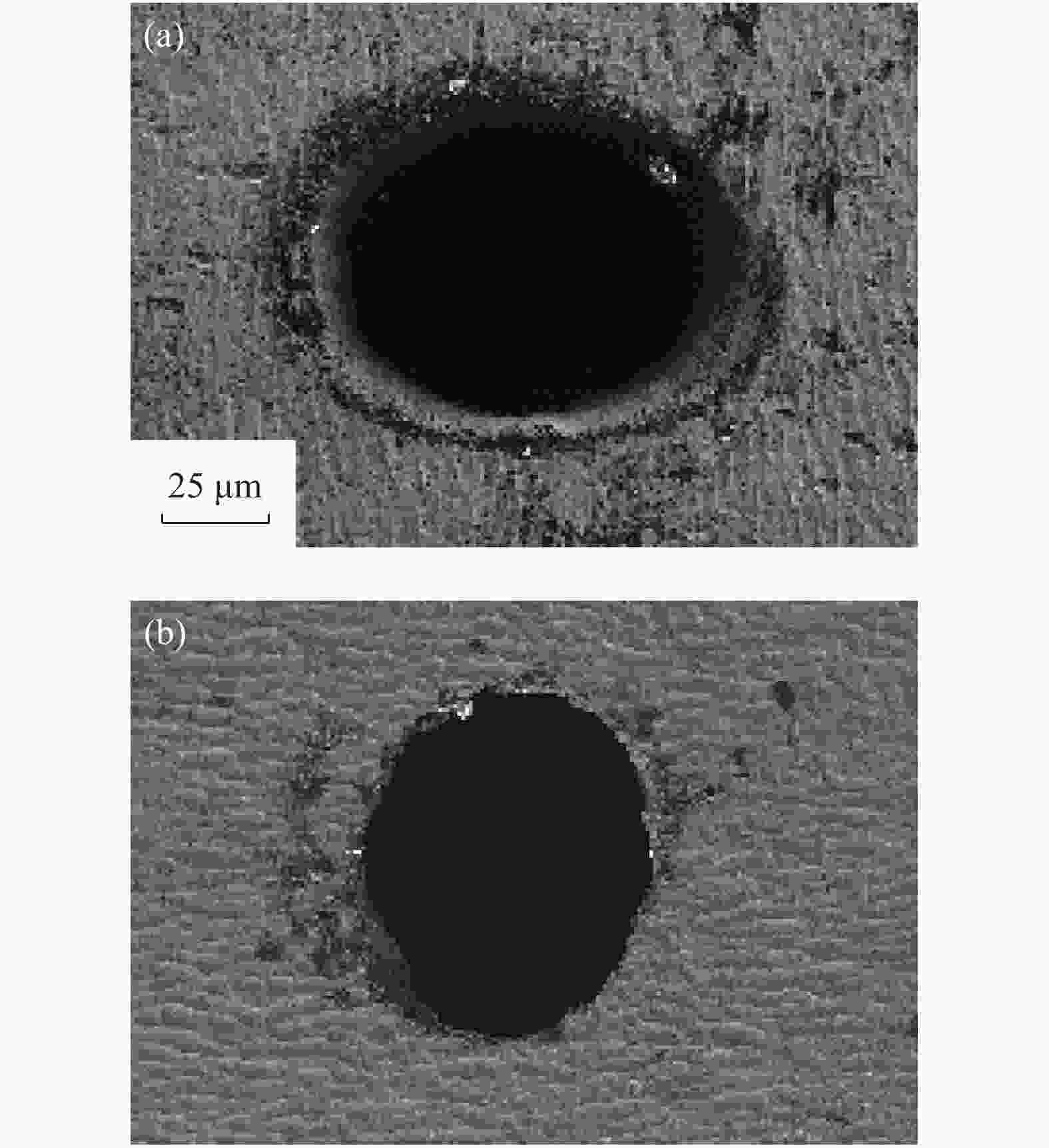
图 5 微孔入口(a)和出口(b)的SEM图
Figure 5. SEM images of micro-hole entrance (a) and exit (b)
刚开始加工时,焦点不下移,材料烧蚀深度随着时间不断增加,光斑与材料间出现正离焦,且离焦量会逐渐增大。根据高斯光束的特性,离焦量增大,激光作用在材料上的能量密度变小,烧蚀速率变慢。
而当焦点下移时,焦点逐渐处于材料内部,进而产生负离焦,此时作用于孔底材料上的光斑面积大于焦斑面积,同样使得烧蚀速率减小。
在加工过程中,随着孔深度不断增加,产生的熔渣被排出孔外的难度逐渐增加,加工残余会吸收并反射部分激光,导致烧蚀速率下降。而当部分区域被打通时,熔渣在高压气体作用下从孔底被吹出,所以后期的烧蚀速率相对中期有增加趋势。
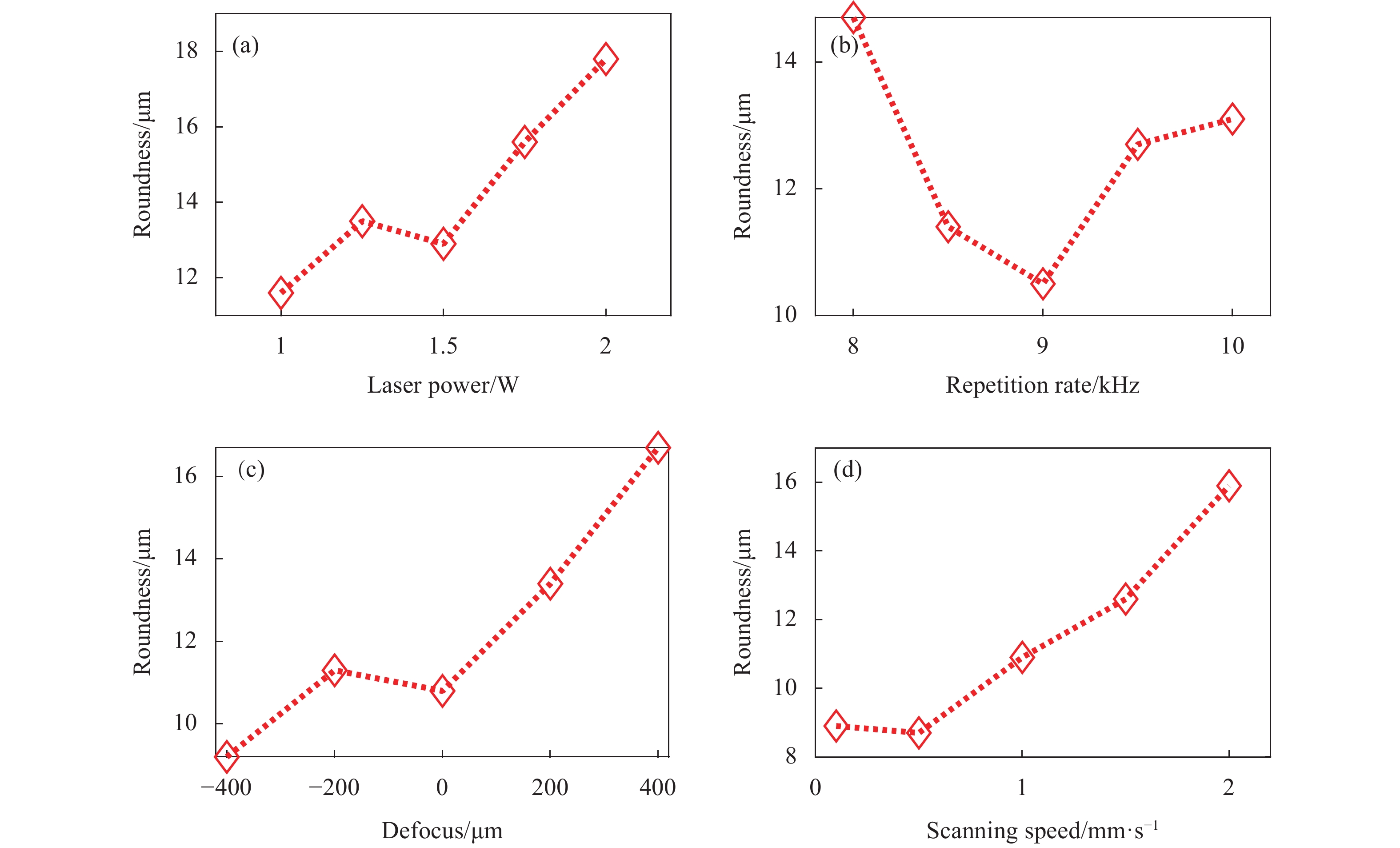
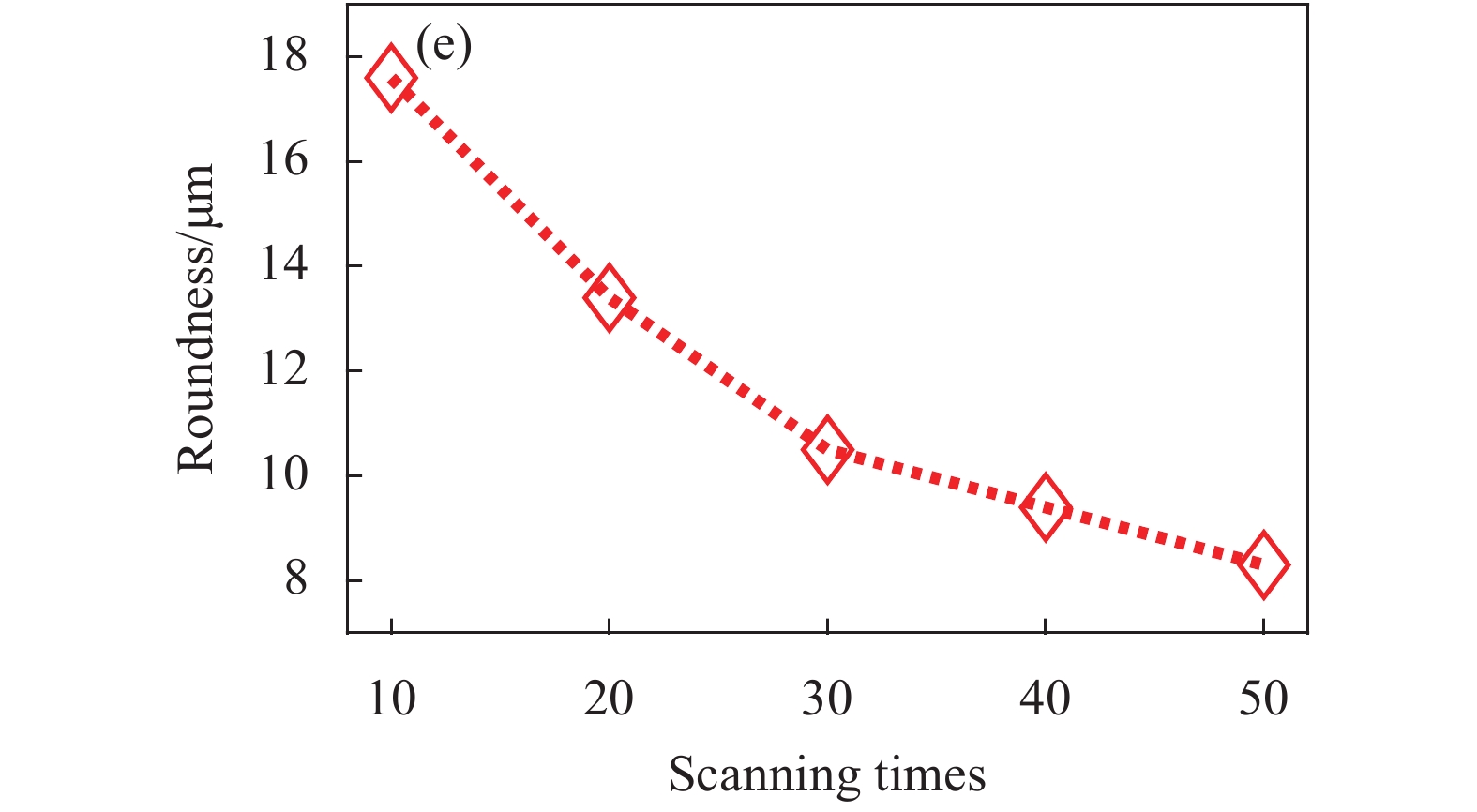
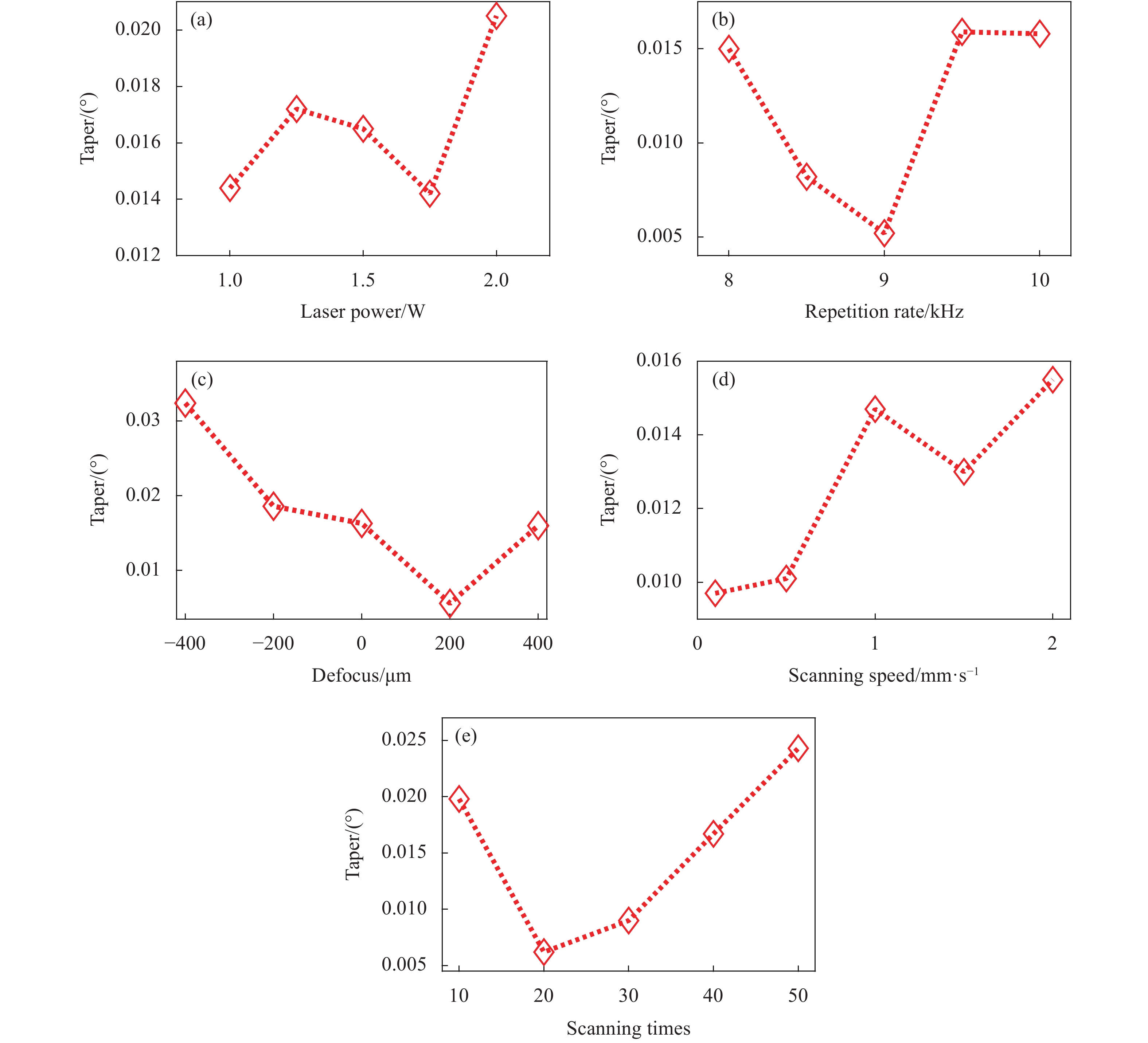
如图 6和图7所示为微孔圆度和锥度随各因素水平的变化趋势。由图6(a)、图7(a)可知,激光功率的增加会使微孔的圆度变差,使锥度先变小再变大。这是因为在激光打孔中,微孔轴向深度的增加主要依靠靶材的蒸发,而径向尺寸的增加则更多依靠的是蒸汽压力将材料熔化形成的熔融物排挤出[13]。激光功率的大小直接影响到作用区域内的能量密度,若功率过小,可能导致无法有效地加工材料;而功率过大可能会造成过烧蚀现象。其次,激光光斑能量分布呈如图8所示的中心高两边低的高斯分布状,能量分布的不均匀性导致微孔加工在空间方向上产生不稳定性,远离脉冲中心位置的材料烧蚀率较低[14],从而影响微孔的尺寸和精度。
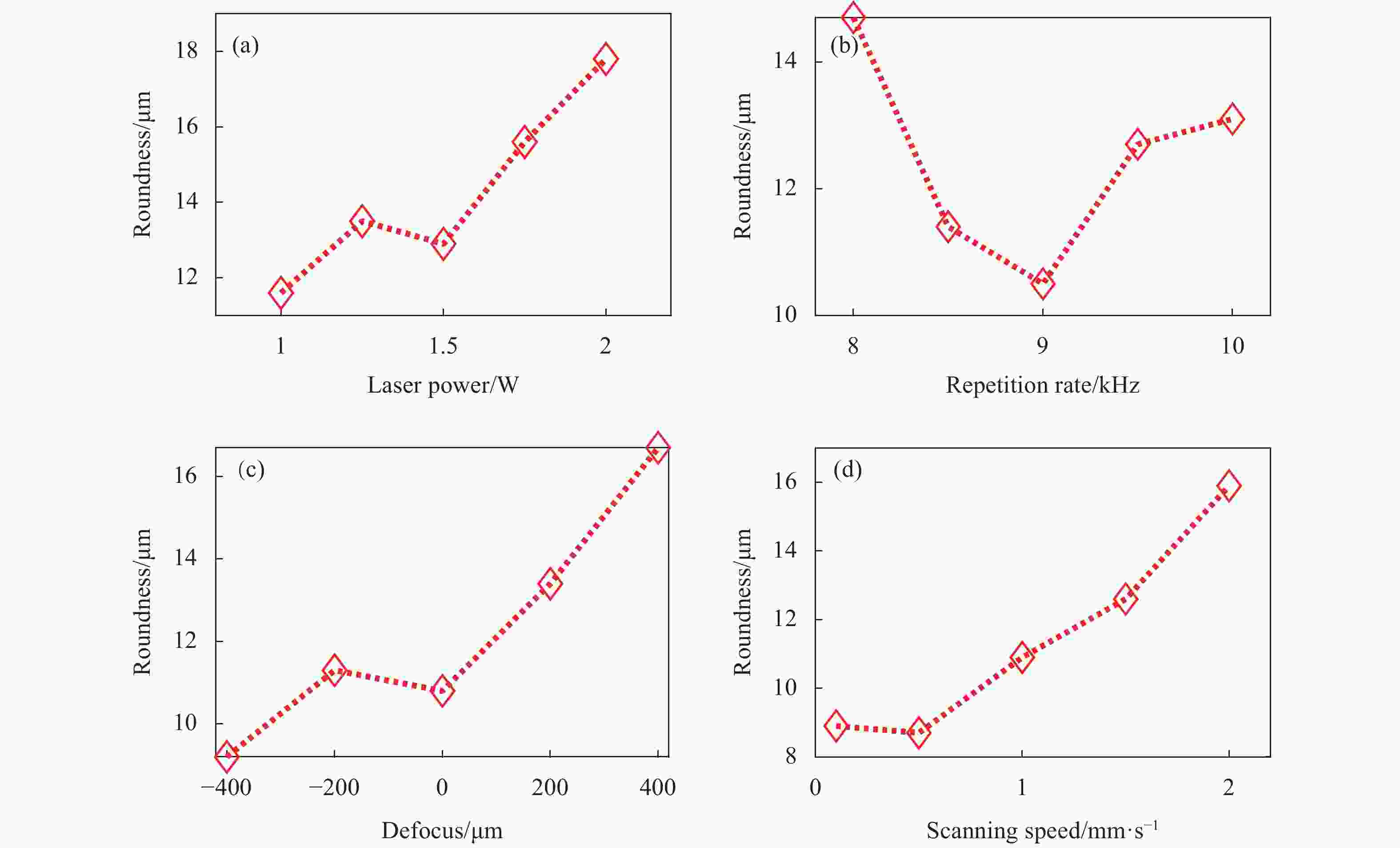
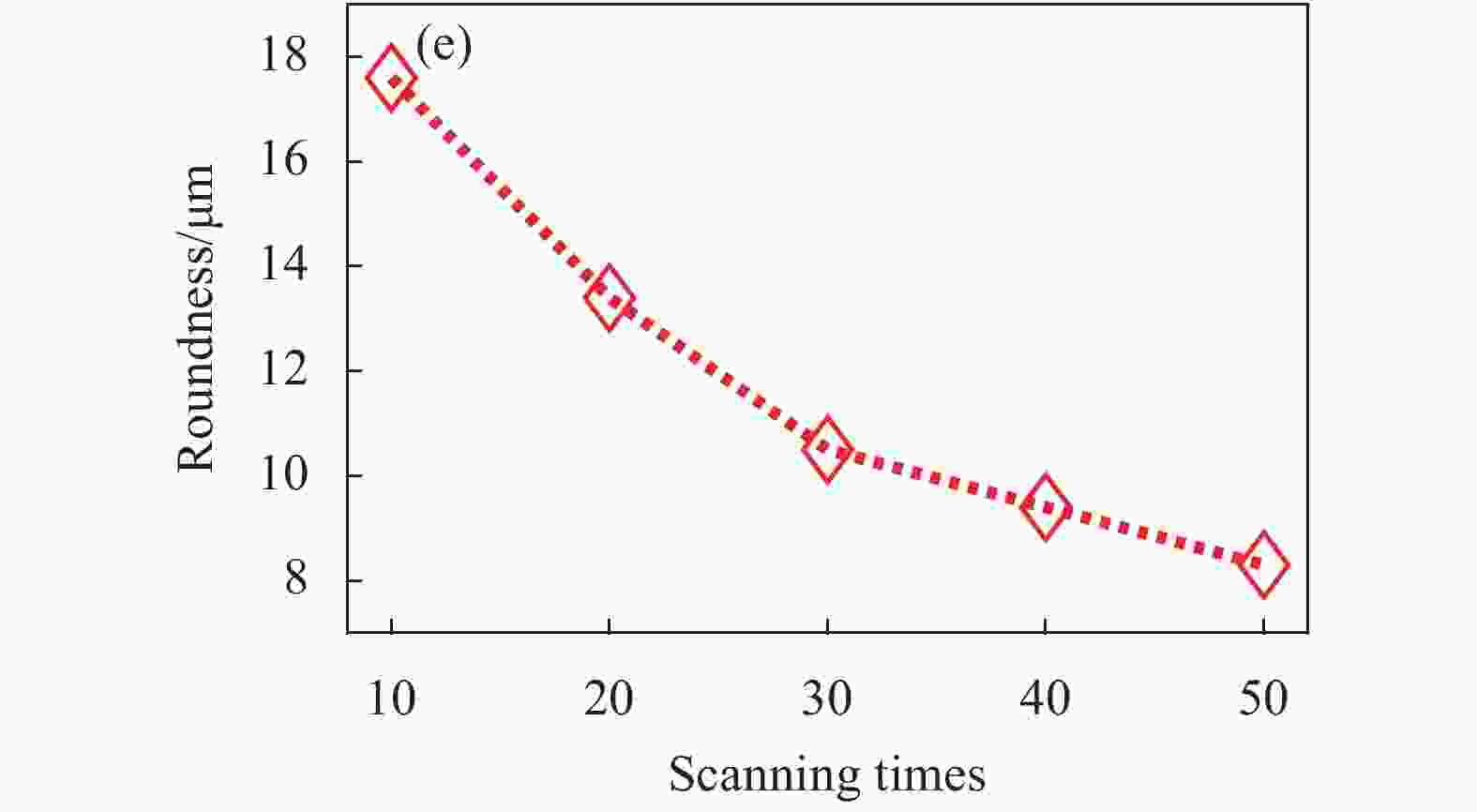
图 6 微孔圆度随因素水平的变化
Figure 6. Roundness of the micro-hole varies with the factor level
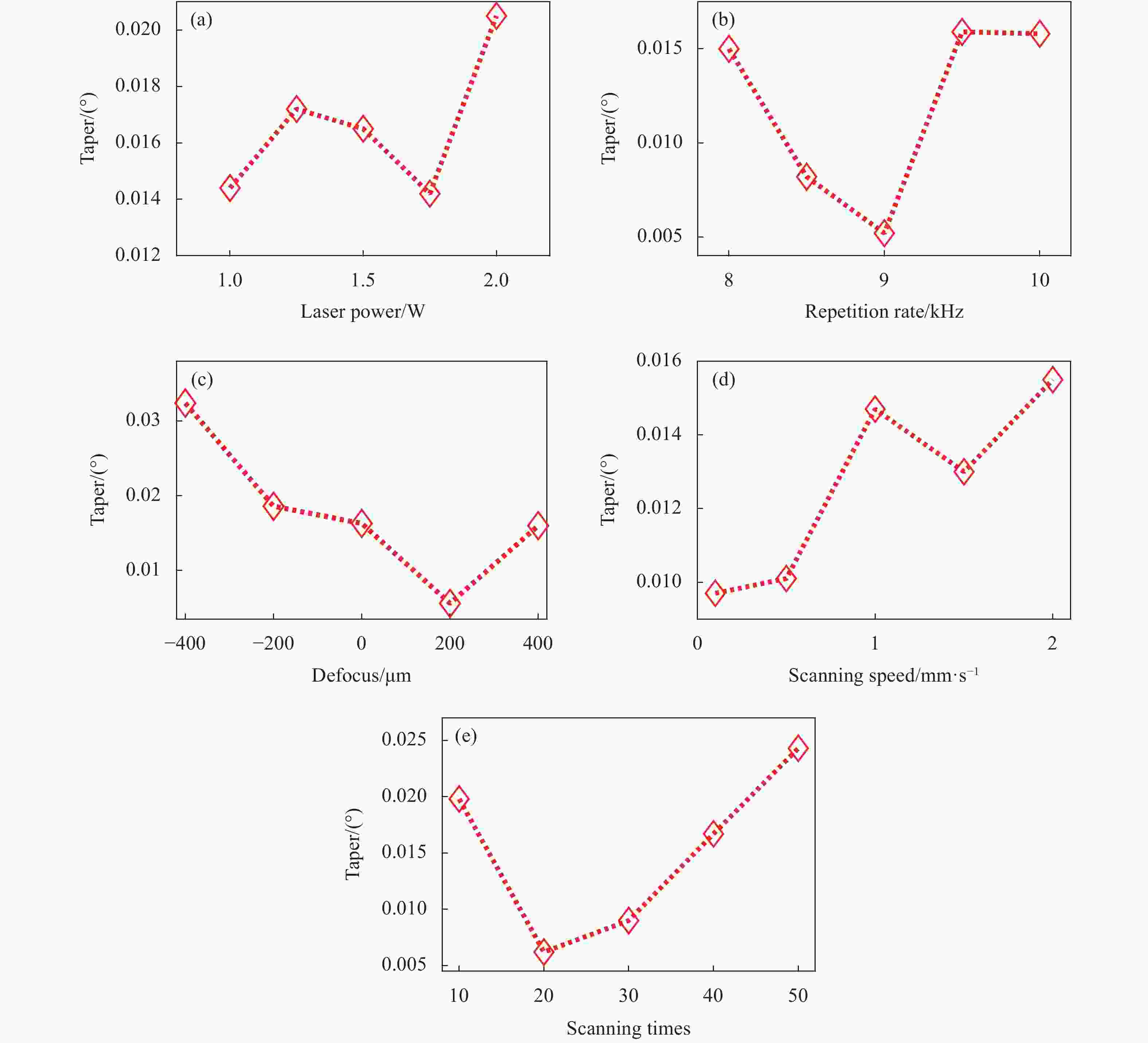
图 7 微孔锥度随因素水平的变化
Figure 7. Taper of the micro-hole varies with the factor level

图 8 烧蚀区域(a)与激光能量密度分布(b)的相关性示意图
Figure 8. Schematic of correlation between ablation regions (a) and laser energy density distribution (b)
分析图6(b)和图7(b)可知,微孔圆度和锥度随重复频率的增加呈现出先减小后变大的趋势。重复频率决定单位时间内作用于靶材的脉冲数量,当脉冲数较少时,材料的烧蚀阈值相对较高,而远离光斑中心处的位置能量水平较低,不足以去除材料,导致圆度较差;而当重复频率过高时,多脉冲会在材料内部造成大量热累积,使材料烧蚀阈值降低,远离光斑中心的位置也能产生烧蚀。
由图6(c)和图7(c)可以看出,在焦点位置由负离焦变为正离焦的过程中,圆度逐渐变差,而锥度会随之变小,但当离焦量大于+200 μm时,锥度又呈增涨趋势。这是因为正离焦时,焦点位于加工区域的上层空气中,激光与空气产生的电离影响了激光能量的分布[15],而负离焦量加工则避免了类似情况的发生。在负离焦加工时,随着孔深的增加,激光能量更多地倾斜在孔壁上,孔壁发生的强熔化和强气压使微孔入口变大,孔深减小,从而使孔锥度增大。在文中实验中,焦点下移使离焦量具有一定的波动性,激光束会对孔型进行修正,在一定程度上减小了微孔锥度。
由图6(d)和图7(d)可知,扫描速度的增加引起脉冲累积效应的改变,从而使圆度和锥度发生变化。但在实验中重频的改变不影响单脉冲能量,并且激光束始终是运动的,这在很大程度上缓解了热累积。因此相比于激光功率、扫描次数和离焦量,扫描速度对微孔加工的影响较小。
分析图6(e)和图7(e)可知,单层扫描次数越高,激光束的重复作用越强,在很大程度上弥补了孔壁对激光能量的散射和吸收,烧蚀出的微孔也更大更圆。且由于光束的衍射和热扩散作用,在入口处会形成一定的重铸层,通常情况下微孔尺寸会大于预定的扫描直径。但过高的扫描次数会使微孔入口周围出现塌陷,从而使孔锥度变大,所以要尽量避免此类情况的发生。
-
文中采用BP神经网络建立激光环切制孔工艺参数与微孔出入口尺寸之间的映射模型。采用三层网络结构,根据正交实验,将5个激光参数作为输入层;将微孔出入口直径作为输出层。对于隐含层节点数的确定通常采用经验公式与试错法相结合的方式[16],结合样本数量为25,确定隐含层节点数为10,最终得到5-10-2的网络拓扑结构。
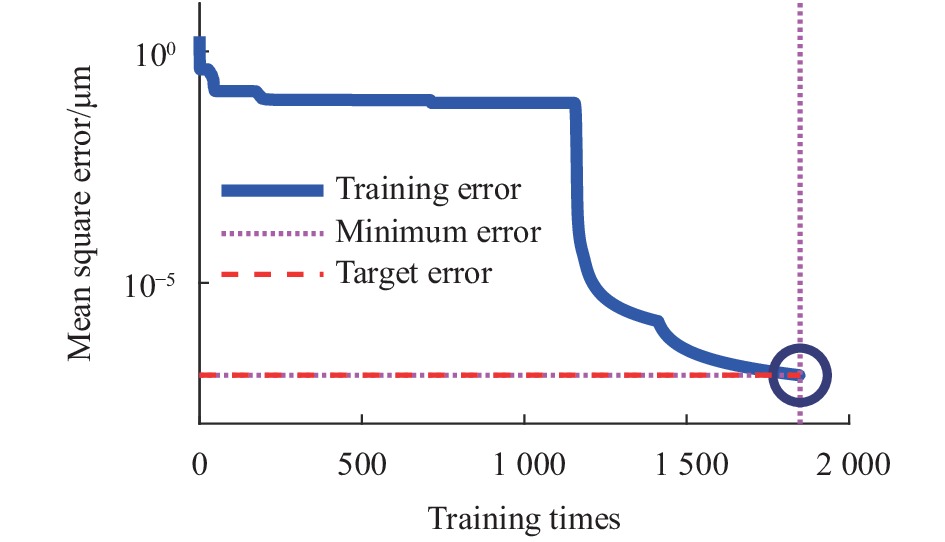
在确定模型结构之后,分别选用线性和单极性S型传递函数分别作为节点的转移和传递函数,选择Levenherg-Marquardt优化算法作为神经网络的训练函数,并将学习速率设置为0.05。先将数据进行归一化处理,转化为[0,1]区间的数以提高模型的数据处理能力,再对隐含层网络进行迭代训练。将正交实验的1~20组数据作为训练样本,用其余 5 组数据进行检验。将训练样本导入编写好的Matlab程序中进行迭训练,预定最大均方误差为10−4,经1 849 次迭代后达到要求,如图9所示。此时基于该正交实验样本的网络训练基本完成。

图 9 神经网络训练误差演化图
Figure 9. Evolution graph of neural network training error
针对训练好的神经网络,对其预测能力进行检验。检验样本与预测结果对比如表7所示。分析表7可知,实验值与预测值之间的相对误差绝对值始终控制在 8%以内,最大误差情况发生在25号样本,误差达到 7.6%,23号样本的误差最小,仅为 2.6%。由此可以认为,通过该 BP神经网络预测模型,在输入激光参数时,输出的微孔出入口尺寸与实际数值较为相符,表明该模型拥有较高的预测精度,可以有效描述飞秒激光环切制孔中主要参数与出入口孔径之间的映射关系。
表 7 实验数据与网络预测结果
Table 7. Experimental data and network prediction results
Number Entrance diameter/μm Relative error Exit diameter/μm Relative error Experimental value Predictive value Experimental value Predictive value 21 112.6 108.66 3.5% 96.8 93.12 3.8% 22 105.4 110.46 4.8% 86.5 90.22 4.3% 23 108.7 108.97 2.6% 88.2 91.20 3.4% 24 115.8 107.93 6.8% 97.8 103.57 5.9% 25 122.3 113.01 7.6% 101.3 94.51 6.7% -
通过总结飞秒激光环切加工喷油器微孔实验,发现微孔的成形演化规律为:在激光辐射中心点处率先被去除,然后光斑以环形轨迹进行扫描,当环状结构打通时,孔中心内材料从基体脱离。激光束以一定次数进行重复扫描将孔壁上多余的材料去除并对孔型进行修正,随着光斑的轴向进给,最终形成具有一定几何尺寸的通孔。在此过程中,5个主要参数对微孔加工影响显著性水平的强弱顺序为:扫描次数、激光功率、离焦量、扫描速度和重复频率。扫描次数作为主要影响因素,其增加有利于改善微孔的圆度和锥度;而次要因素激光功率在增加的同时会使微孔圆度和锥度变差;在加工时要避免采用过分的离焦,200 μm的正离焦有利于减小微孔锥度;扫描速度和重复频率对微孔加工的影响较小,选择适中的水平可以在兼顾加工质量的同时提高效率。最终得到相对最优的参数水平组合为:激光功率 1.0 W,重复频率9.0 kHz,离焦量200 μm,扫描速度1.0 mm/s,扫描次数40次。
此外,基于正交实验结果建立的BP神经网络模型可用于预测飞秒激光环切加工喷油器微孔的出入口孔径。通过将预测值与实验值进行对比检验,结果表明其相对误差保持在7.6%以内,为工程中飞秒激光环切加工喷油器微孔参数的选择和优化提供模型支持和参考。
Annular drilling process and quality control neural network model of stainless steel micro-hole with femtosecond laser
-
摘要: 利用飞秒激光微纳加工系统开展环切加工喷油器微孔的理论和实验研究。以06Cr19Ni10不锈钢为靶材,选取影响飞秒激光环切制孔过程的主要参数,基于L25(55)的正交表设计了5因素5水平的正交实验,分析激光功率、重复频率、离焦量、扫描速度和扫描次数对微孔加工影响的显著性水平,探究微孔的成形演化规律以及各参数对微孔几何精度和形貌的影响,最终得到相对最优的参数水平组合为:激光功率 1.0 W,重复频率 9.0 kHz,离焦量200 μm,扫描速度1.0 mm/s,扫描次数40次;基于BP神经网络建立关于上述5个参数为输入,微孔出入口孔径为输出的映射模型,通过对正交实验数据的迭代训练以及验证,最终建立出相对误差保持在7.6%以内的神经网络预测模型。Abstract: Theoretical and experimental research on annular drilling of injector micro-hole by using the femtosecond laser micromachining system. The 06Cr19Ni10 stainless steel was used as the target material, and the orthogonal experiments with 5 factor and 5 level were designed based on L25(55) orthogonal table. The significance level of the influence of laser power, repetition frequency, defocus, scanning speed and scanning times on micro-hole processing was analyzed and the formation and evolution rule of micro-hole were explored. Then, the influence of various parameters on the micro-hole accuracy and topography was explored. Finally, the relatively optimal laser processing parameters were as follows: laser power was 1.0 W, repetition frequency was 9.0 kHz, defocus distance was 200 μm, scanning speed was 1.0 mm/s, scanning times was 40 times. In addition, based on BP neural network, a mapping model with the above five parameters as input and micro-hole entrance and exit aperture as output was set up. The results show that the prediction error of the relationship model is less than 7.6% by iterative training and verification of orthogonal experimental data.
-
Key words:
- femtosecond laser /
- annular drilling hole /
- orthogonal experiment /
- BP neural network
-
图 4 (a)最小区域法评价圆度的原理示意图;(b)锥度示意图
Figure 4. (a) Schematic diagram of the minimum area method to evaluate roundness; (b) Schematic diagram of taper
图 8 烧蚀区域(a)与激光能量密度分布(b)的相关性示意图
Figure 8. Schematic of correlation between ablation regions (a) and laser energy density distribution (b)
表 1 飞秒激光器技术参数
Table 1. Femtosecond laser technical parameters
Property Value Property Value Power/W ≤2.0 Waist radius/μm 12 Pulse width/fs 120 Energy stability/RMS <0.75% Wavelength/nm 800 Focal roundness >85% Frequency/kHz ≤10 Beam quality M2≤1.2 Laser diameter/mm 6 Divergence half-angle/mrad 0.10  下载: 导出CSV
下载: 导出CSV
表 2 06Cr19Ni10不锈钢物理参数
Table 2. 06Cr19Ni10 stainless steel physical parameters
Property Value Density/g·cm−3 7.2 Specific heat capacity/J·kg−1·K 711.8 Melting point/K 1700 Boiling point/K 3200 Tensile strength/MPa ≥515 Yield strength/MPa ≥205 Hardness/HBW ≤201
下载: 导出CSV
表 3 正交实验因素水平表
Table 3. Factors and levels of orthogonal experiment
Parameter 1 2 3 4 5 A Laser power/W 1 1.25 1.5 1.75 2 B Repetition rate/kHz 8 8.5 9 9.5 1 C Defocus/μm −400 −200 0 200 400 D Scanning speed/mm·s−1 0.1 0.5 1 1.5 2 E Scanning times 10 20 30 40 50
下载: 导出CSV
表 4 微孔出入口孔径极差分析表
Table 4. Range analysis of micro-hole entrance and exit diameter
Level A B C D E Laser power/W
Entrance/μm Exit/μmRepetition rate/kHz
Entrance/μm Exit/μmDefocus/μm
Entrance/μm Exit/μmScanning speed/mm·s−1
Entrance/μm Exit/μmScanning times
Entrance/μm Exit/μm1 104.37 89.93 108.54 93.56 118.77 86.40 111.62 101.89 100.74 80.94 2 107.87 90.66 107.43 99.25 109.33 90.76 109.19 99.08 102.23 96.08 3 112.95 96.45 105.62 100.40 115.26 98.95 110.40 95.74 104.70 95.74 4 118.28 104.08 109.23 93.34 107.33 101.68 103.58 90.63 110.35 93.63 5 126.62 106.13 112.27 96.52 103.40 87.40 108.27 92.73 123.06 98.73 Rj 18.245 16.2 6.65 7.06 15.37 15.28 8.04 11.26 22.32 18.14
下载: 导出CSV
表 5 正交实验方差分析表
Table 5. Variance analysis of orthogonal experimental date
Source of variation Sum of squares Degree of freedom Mean square error F-value Significance Laser power 170.9 4 42.72 0.91 * Repetition rate 103.4 4 25.84 0.55 Defocus 158.1 4 39.51 0.84 Scanning speed 119.1 4 29.77 0.63 Scanning times 232.4 4 58.11 1.24 ** Error 187.7 4 46.93 Total 971.6 24
下载: 导出CSV
表 6 微孔入口圆度和锥度极差分析表
Table 6. Range analysis of roundness and taper of micro-hole entrance
Level A B C D E Laser power/W
Roundness/μm Taper/(°)Repetition rate/kHz
Roundness/μm Taper/(°)Defocus/μm
Roundness/μm Taper/(°)Scanning speed/mm·s−1
Roundness/μm Taper/(°)Scanning times
Roundness/μm Taper/(°)1 11.6 0.014 4 14.7 0.015 0 9.2 0.032 4 8.9 0.009 7 17.6 0.019 8 2 13.5 0.017 2 11.4 0.008 2 11.3 0.018 6 8.7 0.010 1 13.4 0.006 2 3 12.9 0.016 5 10.5 0.005 2 10.8 0.016 3 10.9 0.014 7 10.5 0.009 0 4 15.6 0.014 2 12.7 0.015 9 13.4 0.005 6 12.6 0.013 0 9.4 0.016 7 5 17.8 0.020 5 13.1 0.015 8 16.7 0.016 0 15.9 0.015 5 8.3 0.024 3 Rj 6.2 0.006 3 4.2 0.010 7 7.5 0.026 7 7.2 0.005 8 9.3 0.018 2
下载: 导出CSV
表 7 实验数据与网络预测结果
Table 7. Experimental data and network prediction results
Number Entrance diameter/μm Relative error Exit diameter/μm Relative error Experimental value Predictive value Experimental value Predictive value 21 112.6 108.66 3.5% 96.8 93.12 3.8% 22 105.4 110.46 4.8% 86.5 90.22 4.3% 23 108.7 108.97 2.6% 88.2 91.20 3.4% 24 115.8 107.93 6.8% 97.8 103.57 5.9% 25 122.3 113.01 7.6% 101.3 94.51 6.7%
下载: 导出CSV
-
[1] Zhang J, Tang W P, Du Y. Technical research of nozzle spray hole [J]. Modern Vehicle Power, 2010(1): 43-46. (in Chinese) doi: 10.3969/j.issn.1671-5446.2010.01.012 [2] Kautek W, Jörg K, Lenzner M, et al. Laser ablation of dielectrics with pulse durations between 20 fs and 3 ps [J]. Applied Physics Letters, 1996, 69(21): 3146-3148. doi: 10.1063/1.116810 [3] Sun S F, Ji S M, Tan D P, et al. Abrasive assisted EDM & ECM compound machining [J]. Journal of Mechanical Engineering, 2012: 159-164. (in Chinese) [4] Fornaroli C, Holtkamp J, Gillner A. Laser-beam helical drilling of high quality micro holes [J]. Physics Procedia, 2013, 41: 654-662. [5] Zhang Z, Wang W, Jiang R, et al. Investigation on geometric precision and surface quality of microholes machined by ultrafast laser [J]. Optics & Laser Technology, 2020, 121: 105834. [6] Duan W Q, Wang K D, Dong X, et al. Study on machining of high-quality micro-holes by laser trepan drilling [J]. Journal of Xi'an Jiaotong University, 2015(3): 95-103, 112. (in Chinese) doi: 10.7652/xjtuxb201503016 [7] Zhao H L, Zhou R K, Zhao W, et al. The design of reflective scanning device for drilling the inverted cone micro-hole with femtosecond laser pulses [J]. Acta Photonica Sinica, 2014, 43(9): 0914006. (in Chinese) [8] Wang F, Luo J J, Li M. High-precision metod of machining taper holes of diesel engine nozzle with femtosecond laser [J]. Acta Photonica Sinica, 2014, 43(4): 0414003. (in Chinese) [9] Xia B, Jiang L, Wang S M, et al. Femtosecond laser drilling of micro-holes [J]. Chinese Journal of Lasers, 2013, 40(2): 0201001. (in Chinese) [10] Li L, Low D K Y, Ghoreshi M, et al. Hole taper characterisation and control in laser percussion drilling [J]. CIRP Annals-Manufacturing Technology, 2002, 51(1): 153-156. doi: 10.1016/S0007-8506(07)61488-7 [11] Ren N F, Zhang L, Wang H X, et al. Orthogonal experiments and variance analysis in Nd…YAG pulsed laser trepanning drilling [J]. Laser & Optoelectronics Progress, 2017, 54(6): 061408. (in Chinese) [12] Romoli L, Rashed C A A, Fiaschi M. Experimental characterization of the inner surface in micro-drilling of spray holes: A comparison between ultrashort pulsed laser and EDM [J]. Optics & Laser Technology, 2014, 56: 35-42. [13] Romoli L, Vallini R. Experimental study on the development of a micro-drilling cycle using ultrashort laser pulses [J]. Optics & Lasers in Engineering, 2016, 78: 121-131. [14] Zheng B, Jiang G, Wang W, et al. Ablation experiment and threshold calculation of titanium alloy irradiated by ultra-fast pulse laser [J]. AIP Advances, 2014, 4(3): 84-91. [15] Gordienko V M, Zhvaniya I A, Khomenko A S. Dynamics of plasma production and harmonic generation under microchannel drilling in solid target by intense femtosecond laser[C]//Lat: International Conference on Lasers. International Society for Optics and Photonics, 2010. [16] Zhang Y, Gao X, Katayama S. Weld appearance prediction with BP neural network improved by genetic algorithm during disk laser welding [J]. Journal of Manufacturing Systems, 2015, 34: 53-59. doi: 10.1016/j.jmsy.2014.10.005 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 355
- HTML全文浏览量: 88
- PDF下载量: 45
- 被引次数: 0

