







-
煤炭是我国的主要化石能源,因此,煤矿能否安全生产,成为关乎国计民生的重要问题[1]。立井是矿工与地面联系的重要通道,立井中安装了罐道,作为罐笼运行的导轨,罐道局部一旦发生变化,轻则影响提升机的罐笼顺畅运行,影响乘坐舒适性,重则影响煤矿的安全生产[2],因此,对煤矿罐道的形变检测就成为了一个亟待解决的重要课题。
根据《煤矿安全规程》和《煤矿井巷工程质量验收规范》,在煤矿罐道检测中,有三个核心的检测指标,分别是缝隙、磨损、错位。传统的检测缝隙、磨损、错位的方法是使用钢尺测量。这样的测量方法检测精度较低,且测量的时候煤矿需要停工,占用大量的人力物力,影响正常的生产。为了提高检测效率,许多研究者提出了罐道自动化检测方法。关博文[3]提出了一种振动加速度法,在加速度图谱上,如果加速度值偏大,则表示罐道上发生了凸出型缺陷,如果加速度值偏小,说明罐道之间的缝隙宽度及磨损值超过了正常范围。此外,赵雯雯等[4-6]提出了使用三维激光检测技术用于检测井架变形。郭峰[7]设计了一种罐道间距及接头检测系统,通过使用超声波位移传感器与激光位移传感器分别获取罐笼的位置信息与罐道之间的缝隙宽度与错位值。然而以上方法均存在着解算方法比较复杂、矿井复杂环境下易受噪声或者线缆干扰等局限。
为克服现有测量技术精度不高、操作繁琐、易受环境影响的缺陷,进一步提高检测效率,文中采用二维激光扫描技术来检测罐道的缝隙、错位、磨损这三个指标,通过对二维激光扫描仪实时获取到的罐道扫描数据进行预处理,针对罐道安全检测需求开发对应算法,提取得出所需三大指标的准确数值。根据处理与分析的结果,与正常数据的进行对比,结合相关的安全规程,对错位和形变较大的部分予以重点标注与预警,结合对罐道的安全做出评估,为煤矿的安全生产提供参考。
-
激光扫描仪以一定的频率发射出一束激光[8-9],然后柱面物镜将激光光束分散为条状,照射在被测对象上时变成一行激光散点,激光散点在被测对象上产生漫反射[10-11],反射光透过物镜收集至CMOS,生成罐道扫描数据传递给控制器[12-13],罐道扫描数据反映了扫描仪到被测对象的距离值。激光散点之间有着固定的散点间距,该值成为衡量横向错位值的基本单位。扫描原理图如图1所示。

图 1 扫描原理图
Figure 1. Scanning principle diagram
在实际检测中,激光扫描仪固定在罐笼中,正对着罐道,随着罐笼的上下运行,扫描仪即可对罐道进行扫描。激光扫描仪如果扫描到相邻罐道之间的缝隙,反射光数据表现为无效值,这是用来区分缝隙与罐道的关键;如果两根罐道之间发生错位,罐道两端包络线有明显不同于正常缝隙的区别;或者罐道表面发生了磨损,罐道反射值分布会体现出与正常罐道不一样的纹理。这些典型特征为甄别算法的设计提供了依据和可行性。
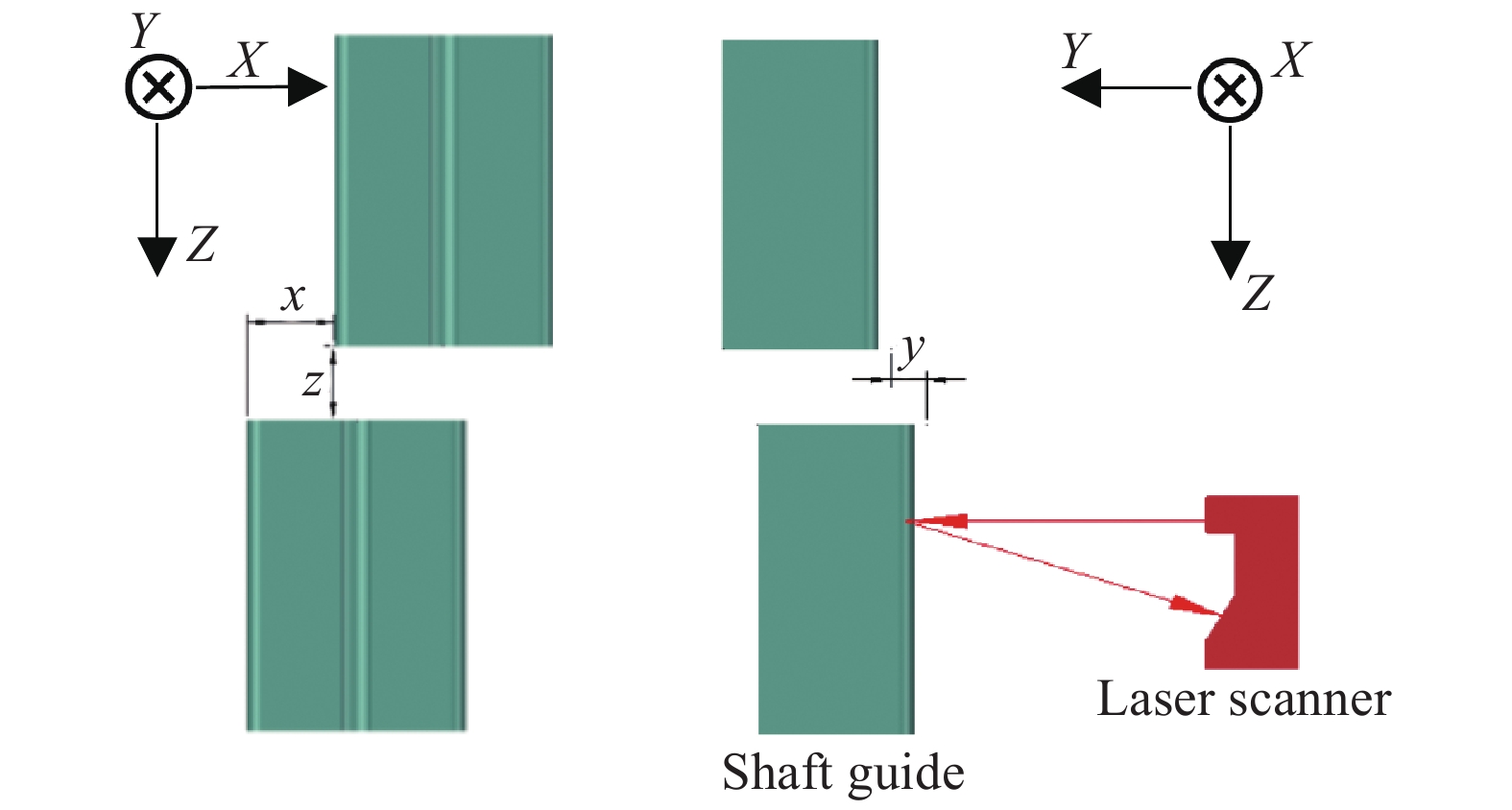
扫描时罐道与激光扫描仪的相对位置示意图如图2所示。其中,沿X方向的错位代表沿罐道扫描面水平方向的错位,沿Y方向的错位代表与罐道扫描面垂直方向的错位,沿Z方向的间距代表两罐道之间缝隙的宽度。

图 2 罐道与激光扫描仪相对位置示意图
Figure 2. Schematic diagram of relative position between shaft guide and laser scanner
激光扫描仪具有内部触发和编码器触发两种形式。实际应用中采用编码器触发方式触发,滑轮与编码器同轴相连,滑轮紧贴罐道壁,滑轮转过一定的角度,编码器转过相同的角度,可确保激光扫描与检测行进保持同步。激光扫描仪的触发间距
$ \Delta L $ 与使用的编码器线程及所用滑轮的周长密切相关,满足如下关系:$$ \Delta L=Z/S $$ (1) 式中:S代表编码器的线程;Z代表滑轮的周长。
-
系统采用基恩士公司出品的LJ-V 7200型快速激光扫描仪,内嵌有蓝色半导体激光器,具体技术参数如表1所示。
表 1 激光扫描仪参数
Table 1. Parameters of laser scanner
Parameter Range/mm Measurement distance 300-400 Measurement width 110-240 Scatter interval 0.3 扫描仪获取到数据后,经由控制器将数据传输给检测系统中的嵌入式计算机进行数据处理与关键值提取。该系统使用C#语言编写采集与处理软件,软件中整合有罐道数据采集模块、数据处理模块,其中数据处理模块包括数据预处理和后续处理,可完成数据的初筛、分析和提取,实现对罐道扫描数据的实时处理和罐道关键值报表生成。
-
罐道扫描数据中包含了丰富的信息,将罐道扫描数据中的全0行看作缝隙数据,非0行看作罐道数据,以罐道扫描数据为基础,可以计算出罐道缝隙处的宽度与错位值,但是从仪器中取出的扫描数据无法被直接利用,因此需要对数据进行预处理,具体流程包括无效值剔除、边缘线明晰化。
-
罐道扫描数据中包括正常值和无效值,为了便于后续处理,需要剔除无效值。具体做法是:当一行数据中的有效值的个数小于设置的阈值时,判定为缝隙,整行置零。
-
实际的罐道边缘为弧形,且罐道边缘通常会有泥土以及油渍,在数据上体现为边缘数据参差不齐,出现毛刺。这对罐道水平方向的错位判别会产生较大的干扰,为此需要去除毛刺,使边缘线更清晰。具体方法是从中间往两边搜寻数值为零的点,将其视为该位置的边界,将左右边界以外的点置为零,即认为边界以外的非零点为毛刺点,将毛刺点归零。该处理方式可大大简化后续数据处理的复杂度。
-
为了后续可以准确定位磨损的具体位置,需要知道磨损在第几根罐道,由此需要知道单根罐道的长度,该算法通过将扫描数据中连续非0行的行数,乘以触发间距
$ \Delta L $ ,即可得到单根罐道长度,类似地,将扫描数据中全0行的行数,乘以编码器的触发间距$ \Delta L $ ,即可得到缝隙的宽度。 -
错位算法包括沿罐道面水平和垂直两个方向的错位算法。其中水平方向的错位算法处理流程为:数据经过预处理后,经过缝隙宽度算法可以分析出缝隙的起始行号与终止行号,起始行号以上部分为罐道,终止行号以下部分为下一根罐道,据此可以找到上一根罐道的左边界L1及下一根罐道的左边界L2,因此水平方向的错位Dh可以由公式(2)计算得到:
$$ {D}_{h}=\left|{L}_{2}-{L}_{1}\right|·D $$ (2) 式中:D代表每个激光散点间距。
罐道面垂直方向的错位算法处理流程为:由于罐道扫描数据表示扫描仪与罐道之间的实际距离,因此取缝隙数据上方第1行的正中心的值,取缝隙数据下方第1行的正中心的值,两者相减可得到与罐道面垂直方向的错位值。
-
考虑到磨损部位一般位于罐道正中央,故取罐道数据的中间位置若干列的平均值AVGm作为磨损部位与激光扫描仪之间的距离,此外,考虑到边缘数据经过明晰化后,依然可能存在部分异常数据,因此为了数据的有效性,减小误差,需要计算罐道左侧边缘若干列数据的平均值AVGl以及右侧边缘若干列数据的平均值AVGr,则非磨损部位与激光扫描仪之间的距离的值为(AVGl+AVGr)/2,则磨损量AVGw可由公式(3)计算得到:
$$ {AVG}_{w}=\frac{({AVG}_{l}+{AVG}_{r})}{2}-{AVG}_{m} $$ (3) -
为了提高检测缝隙的准确度,设计了一种参数阈值判别算法,在单行数据中计算了平均值、方差等参数,由于缝隙数据的这些参数会与罐道数据的参数存在明显的不同,因此,当一行数据的其中某一个参数大于所设置的阈值时,判定为缝隙。读取扫描数据文件,调用计算平均值、方差等参数的函数,将计算得到的每一行数据的参数在控制台打印出来,在绘图软件中绘制每个参数的曲线,然后确定所需要的阈值。阈值的选取应尽量选取与罐道面数据值相差较大的数值,以避免产生误判。
-
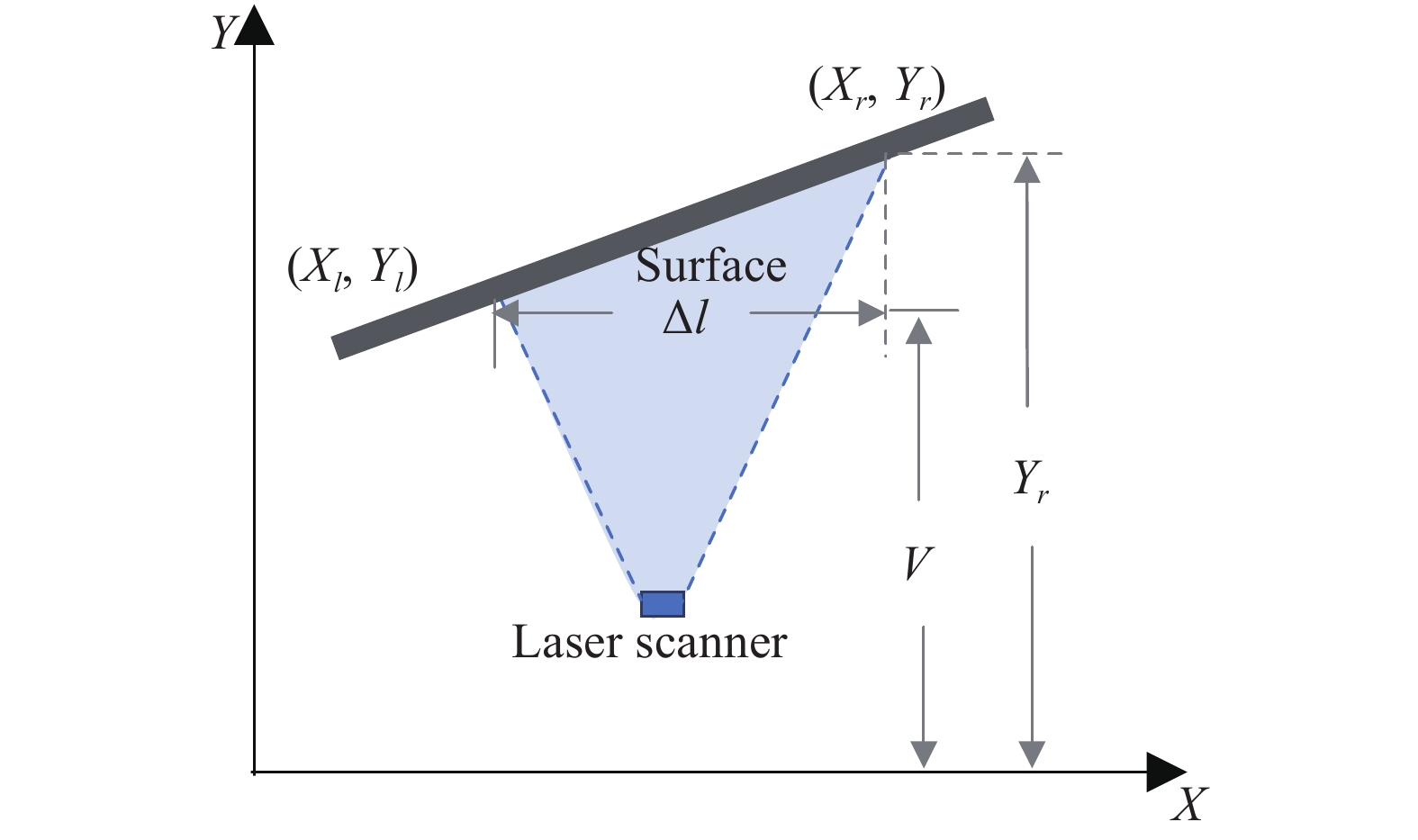
在实际的罐道测量中,考虑到扫描仪可能无法正对着罐道进行扫描,即使扫描线看起来水平,但是实际的扫描仪可能已经发生左右偏离,为此,需要设置一种左右纠偏补正算法,如图3所示。设原有的距离值为
$ {Y}_{r} $ ,则补正后的距离值V可以由公式(4)计算得到:
图 3 左右纠偏补正示意图
Figure 3. Schematic diagram of left and right correction
$$ V = {Y_r} - \frac{{{Y_r} - {Y_l}}}{{{X_r} - {X_l}}}\Delta l $$ (4) 式中:Xr为右边界的坐标;Xl为左边界的坐标;Yr为右边界坐标的距离值;Yl为左边界坐标的距离值;Δl为待补正点相对左边界的X方向距离。
-
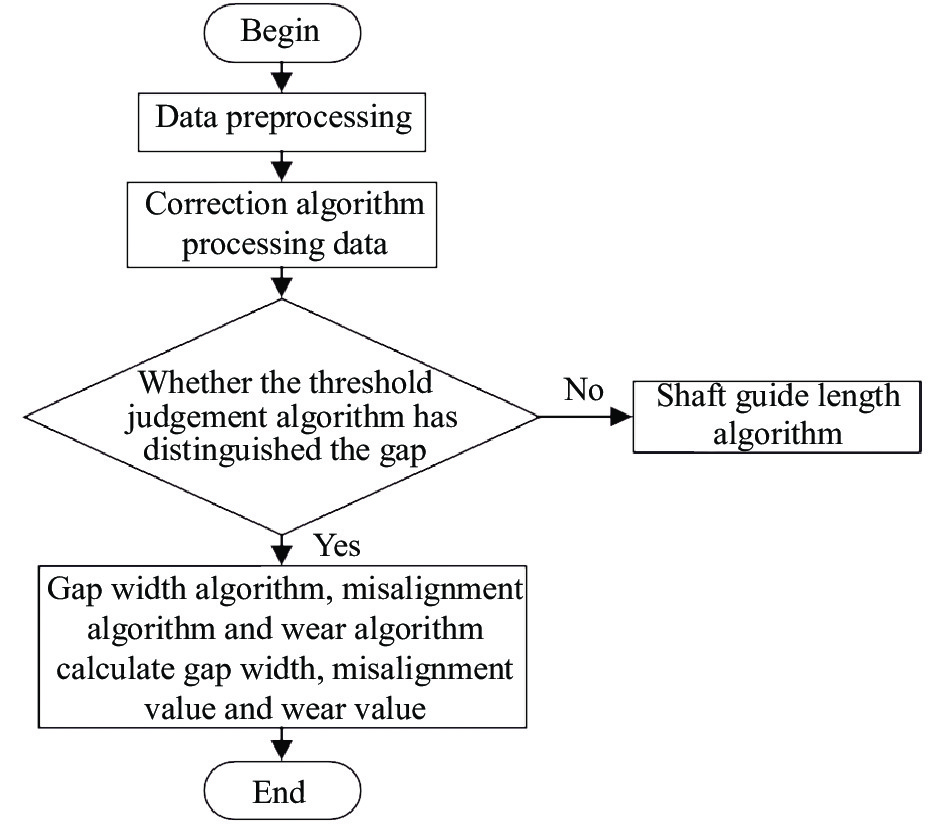
该系统所用算法流程图如图4所示。

图 4 算法流程图
Figure 4. Algorithm flow diagram
-
为评估算法计算得到的值与钢尺测量的值之间的误差,使用模拟罐道及上位机软件进行实验,罐道模型实物图如图5所示,左边为激光扫描仪运行的导轨,激光扫描仪装在一个容器中,容器外侧装有滑轮,可以使激光扫描仪测量的时候不发生左右偏移,图5右侧为定制的罐道模型,模型的宽度为20 cm,每一节都可以上下,左右调节,方便改变罐道之间缝隙的宽度以及错位的程度。

图 5 罐道模型图
Figure 5. Model diagram of shaft guide
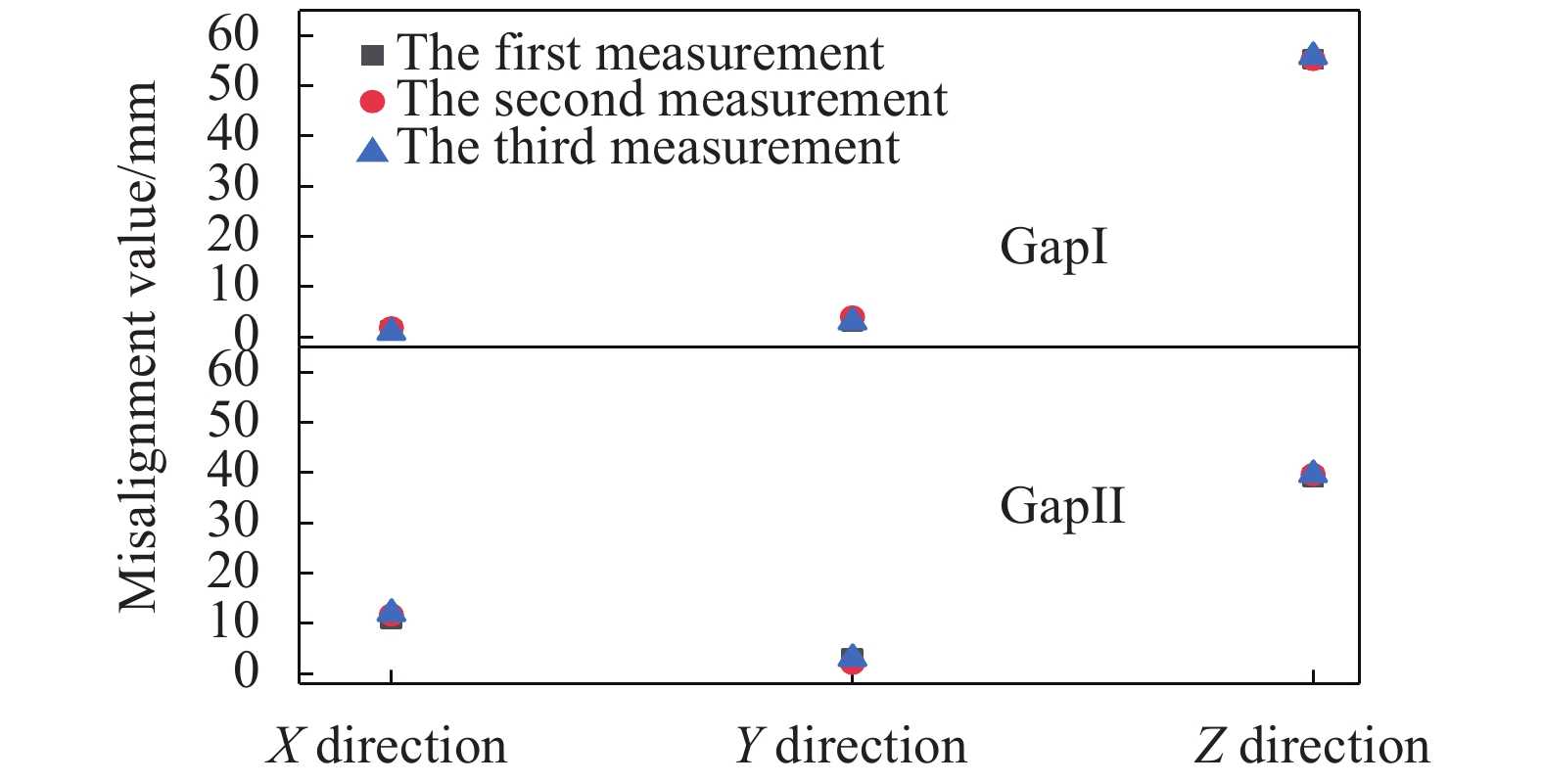
使用二维激光扫描仪重复测量缝隙Ⅰ及缝隙Ⅱ三次,得到XYZ三个方向三次的错位测量值。如图6所示,上图为缝隙Ⅰ的三次测量值,下图为缝隙Ⅱ的三次错位测量值。

图 6 缝隙Ⅰ及缝隙Ⅱ的三次错位测量值图
Figure 6. Three-time misalignment measurement value diagram of gap Ⅰ and gap Ⅱ
从图6可以看出,以缝隙Ⅰ为例,三次X方向测量值分别为1.2、1.8、0.9 mm,差值均在1 mm内,YZ方向亦是如此。因此缝隙Ⅰ及缝隙Ⅱ三个方向的三次测量值均非常接近,说明激光扫描仪的测量结果具有较好的重复性,能够满足测量需求。
-
在山西某煤矿进行了激光扫描仪的现场实验。待测罐道总长396 m,共由33根罐道组成,因此缝隙数量应为32个。在实验过程中,罐道与激光扫描仪之间的平均距离为350 mm。现场实验照片如图7所示。

图 7 实地实验图
Figure 7. Field experiment map
在实验的过程中,将扫描仪使用螺栓固定在罐笼中,将扫描仪对准罐道,并使激光扫描线水平,随着罐笼的运行,扫描仪开始扫描罐道,并将数据传输给上位机。
-
对罐道扫描数据进行了边缘线明晰化处理前后的罐道局部轮廓图如图8所示。

图 8 边缘线明晰化前后的罐道局部轮廓图
Figure 8. The partial outline of the shaft guide before and after the edge line is clarified
在图8(a)、(b)中,上下两条横向曲线代表的是罐道的左右边缘曲线,竖向曲线代表缝隙,从图8(a)中可以看出,未经边缘线明晰化处理的罐道图像中识别到的缝隙有26根,实际存在的缝隙如图8(b)所示,应为8根,误判率为225%,与实际情况严重不符,这说明对罐道扫描数据进行去除边缘的处理是十分必要的。
-
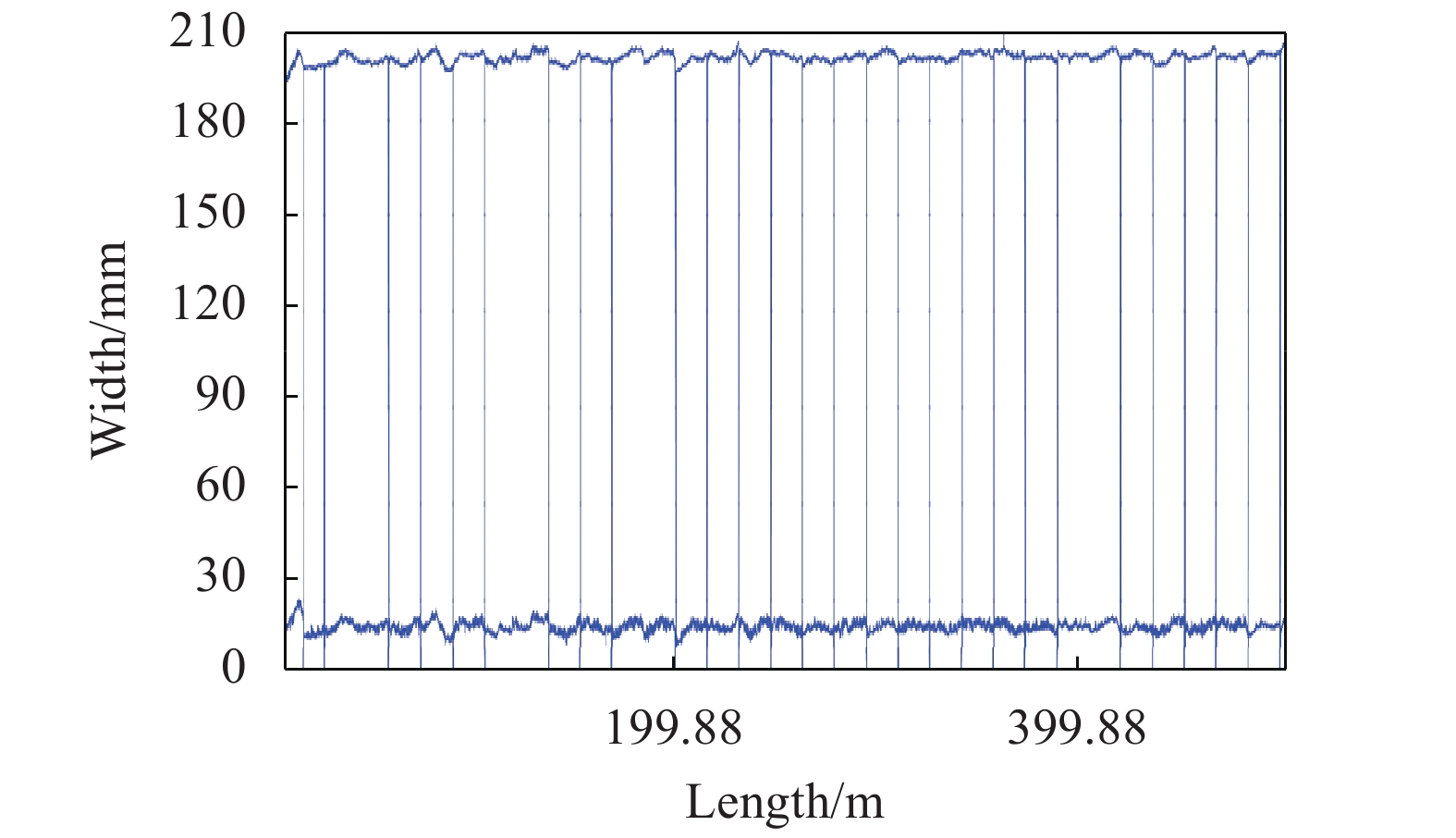
对罐道全长的检测结果图如图9所示,从图中可以看出,算法判别出了20条缝隙,识别率为62.5%,其中的12条缝隙没有判别出来的原因在于煤矿方面为了矿工乘坐罐笼的舒适性,对一些宽度较大的缝隙使用橡胶皮进行了填塞,使得缝隙处的特征与罐道无明显差别,因此无法检测出来。

图 9 罐道全长整体轮廓图
Figure 9. Overall outline of the full length of the shaft guide
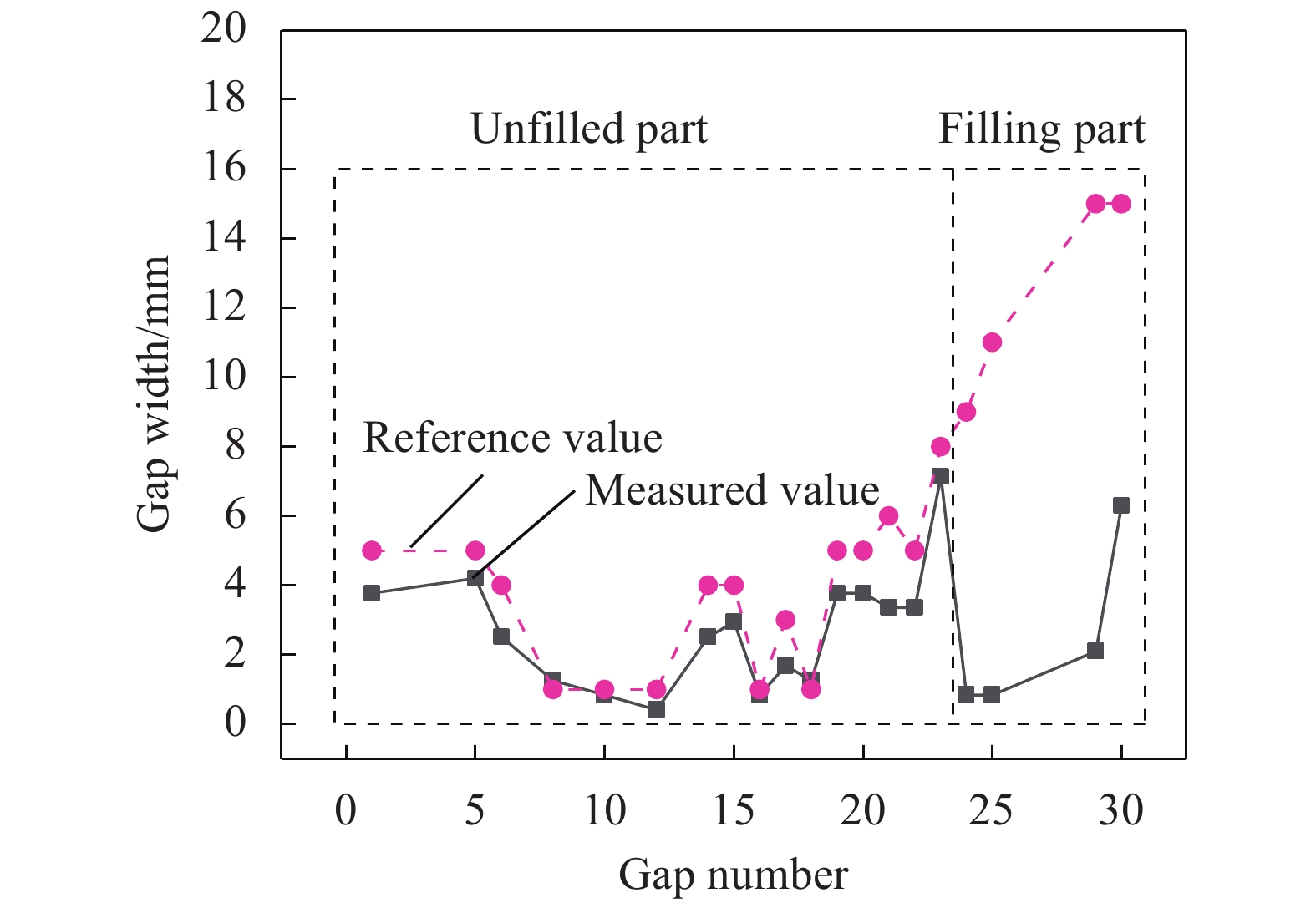
缝隙的测量值与煤矿方提供的缝隙宽度参考值的对比如图10所示。
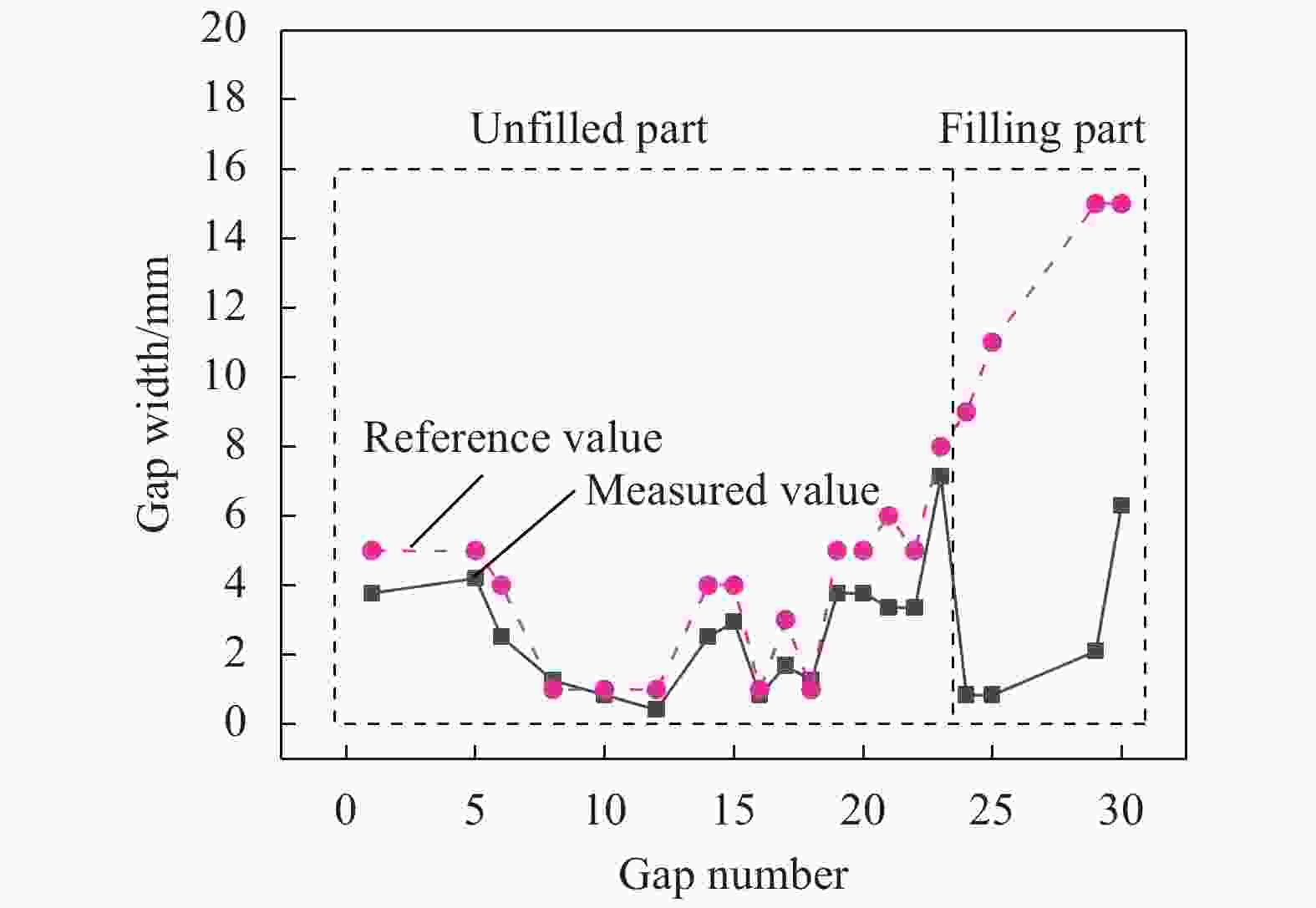
图 10 测量值与参考值对比图
Figure 10. Comparison of measured values and reference values
图10中,缝隙1~缝隙23的缝隙宽度测量值与煤矿方提供的缝隙宽度接近,但缝隙24~缝隙30的缝隙宽度测量值远小于煤矿方提供的缝隙宽度,出现这种情况的原因是,对缝隙24~缝隙30的填塞没有完全填塞满,留有较小的缝隙,这使得测量的值远小于煤矿方提供的缝隙参考值。图10中一共可以识别出20个缝隙,其中,缝隙1~缝隙23中能识别出16个,识别率为69.6%,误差为30.4%。缝隙24~缝隙30中能识别出4个,识别率为57.1%,误差为42.9%。误差偏大的原因是罐道缝隙的填塞使得被填塞的缝隙的特征与罐道类似,算法无法检测。
通过在煤矿的实地实验可以看出,罐道检测算法通过对数据进行边缘线明晰化处理之后可以明显提高缝隙检测准确率,同时,由于罐道缝隙做了填塞,因此目前该算法对填塞缝隙的识别率并不高,但是查看罐道扫描数据文件可以人工识别出缝隙与罐道存在明显不同的特征,因此该算法还有一定的完善空间,后续可以对算法进行改进以识别更多的缝隙。与传感器检测方法与三维激光扫描仪检测方法相比,该方法操作简单,现象直观,不易受环境因素影响,具有较好的适应性。
-
由于缝隙处的数据特征会与罐道面的数据特征存在明显的不同,因此为了能更精确的定位缝隙,文中提出了一种自适应阈值判定算法,对罐道全长进行分段处理,每一分段使用不同的阈值来判别缝隙。去除了边缘,使用了自适应阈值判定算法之后的罐道整体轮廓图如图11所示。

图 11 使用自适应阈值判定算法后的罐道整体轮廓图
Figure 11. The overall outline of the shaft guide after using the adaptive threshold judgement algorithm
在图11中,使用了自适应阈值判定算法可以检测出28条缝隙,识别率为87.5%,相比图9中62.5%的识别率有较大提高。
使用自适应阈值判定算法可以在一定程度上提高定位缝隙的成功率,但是还是会漏掉部分缝隙,因此后续研究可以采取机器学习中支持向量机的方法,使用该方法学习缝隙特征,使用已有数据对算法进行训练,再使用部分数据对算法进行验证,以此来进一步提高缝隙的识别准确率。
-
文中研究了一种基于二维激光扫描技术的罐道形变检测算法,通过对二维激光扫描仪获取到的罐道扫描数据进行算法处理,可以准确检测两根罐道之间的缝隙、两根罐道之间各方向的错位值及单根罐道的磨损等信息,克服了现有检测方法检测精度不高、操作复杂、易受环境影响的缺点,有效提高了检测精度与检测效率。通过实验室的模拟实验中以及实际的煤矿罐道实验,验证了该算法具有较高的检测精度与可靠性,针对罐道之间的缝隙存在橡胶皮填塞的问题,提出了基于自适应阈值的缝隙识别算法,缝隙识别率从62.5%提升到87.5%,通过后续进一步对算法进行完善,可将其应用于罐道形变检测领域,为煤矿的安全生产提供参考,同时为高铁轨道的检测,地面断层的检测等提供了新方法与新思路。
Detection algorithm of shaft guide based on two-dimensional laser scanning technology
-
摘要: 罐道在煤矿生产中发挥着重要作用,因此,必须对煤矿罐道进行安全检测,保证其形变范围在正常范围内,避免影响煤矿的安全生产。为了解决目前我国煤矿罐道检测方法中存在的精度不高,操作繁琐的问题, 研究了一种基于二维激光扫描技术的罐道检测算法,可以通过该算法计算出两根罐道之间的缝隙、错位,以及单根罐道的磨损,并将此算法写入进上位机软件中。在实验室的环境下,该算法的可重复性较好,同时在实际煤矿的实验中,该算法的识别准确率达到了62.5%,对算法进行改进后,识别率提高到了87.5%,验证了该算法具有较好的实用性与可靠性。相比于传统方法,该方法操作简单,同时具有较高的测量精度,将该方法应用于煤矿罐道检测中,将有效提高煤矿的生产安全性,具有较大的推广应用价值。Abstract: The shaft guide plays an essential role in the production of the coal mine. Therefore, it is necessary to carry out a safety inspection on the shaft guide to ensure that its deformation range is within the normal range to avoid affecting the coal mine's safety production. To solve the problems of low precision and cumbersome process in the current detection methods of coal mines shaft guide in our country, a shaft guide detection algorithm based on two-dimensional laser scanning technology was studied, which could calculate the gap, misalignment between two shaft guides, and the wear of a single shaft guide, and write this algorithm into the upper computer software. In the laboratory environment, the algorithm had good repeatability. Simultaneously, in the actual coal mine experiment, the algorithm’s recognition accuracy rate reaches 62.5%; after the algorithm is improved, the recognition rate increases to 87.5%, proving that the algorithm has reasonable practicability and reliability. Compared with the traditional method, the method is simple to operate and has high measurement accuracy. This method's application in the detection of coal mine cage will effectively improve the production safety of coal mine and has great popularization and application value.
-
Key words:
- shaft guide detection /
- coal mine /
- algorithm /
- software /
- laser scanning
-
图 2 罐道与激光扫描仪相对位置示意图
Figure 2. Schematic diagram of relative position between shaft guide and laser scanner
图 6 缝隙Ⅰ及缝隙Ⅱ的三次错位测量值图
Figure 6. Three-time misalignment measurement value diagram of gap Ⅰ and gap Ⅱ
图 8 边缘线明晰化前后的罐道局部轮廓图
Figure 8. The partial outline of the shaft guide before and after the edge line is clarified
图 11 使用自适应阈值判定算法后的罐道整体轮廓图
Figure 11. The overall outline of the shaft guide after using the adaptive threshold judgement algorithm
表 1 激光扫描仪参数
Table 1. Parameters of laser scanner
Parameter Range/mm Measurement distance 300-400 Measurement width 110-240 Scatter interval 0.3  下载: 导出CSV
下载: 导出CSV
-
[1] Zhang Zemin. Monitoring of shaft deformation and ground subsidence of auxiliary shaft in coal mine [J]. Mining Equipment, 2020(3): 52-53. (in Chinese) doi: 10.3969/j.issn.2095-1418.2020.03.023 [2] Ma Tianbing, Wu Qiang, Wang Xinquan, et al. Rigid tank path fault location technology based on machine vision and laser fusion [J]. Safety in Coal Mines, 2020, 51(1): 134-137. (in Chinese) [3] Guan Bowen, Wu Jun, Gong Ruimin, et al. Based on the design of AT89S52 rigid tank detection instrument [J]. Coal Mine Machinery, 2010, 31(4): 5-7. (in Chinese) doi: 10.3969/j.issn.1003-0794.2010.04.003 [4] Zhao Wenwen, Wu Qingzhong, Zhao Changsheng. Deformation analysis of coal mine derrick based on 3D laser scanning technology [J]. Mine Survey, 2015(2): 67-69. (in Chinese) doi: 10.3969/j.issn.1001-358X.2015.02.23 [5] Li Xiaolu, Zeng Jingjing, Wang Hao, et al. Design and real-time imaging technology of three-dimensional scanning LiDAR [J]. Infrared and Laser Engineering, 2019, 48(5): 0503004. (in Chinese) doi: 10.3788/IRLA201948.0503004 [6] Lv Yuanzhi, Sun Qiang, Bi Guoling. Recognition and repairing of surface hole in three dimensional laser scanning system [J]. Chinese Optics, 2016, 9(1): 114-121. (in Chinese) doi: 10.3788/co.20160901.0114 [7] Guo Feng. Design on detection system for distance and joint of rigid steel guide [J]. Mining & Processing Equipment, 2019, 47(12): 17-20. (in Chinese) doi: 10.3969/j.issn.1001-3954.2019.12.005 [8] Wang Xiaona, Zhang Yishu, Hou Dexin, et al. Detection of microcrack in inductor based on orthogonal scanning line laser thermography [J]. Infrared and Laser Engineering, 2020, 49(7): 20190522. (in Chinese) doi: 10.3788/IRLA20190522 [9] Li Xiuming, Huang Zhanhua, Li Xiangyu, et al. Two-dimensional point laser Doppler velocimeter for velocity measurement [J]. Optics and Precision Engineering, 2014, 22(10): 2627-2632. (in Chinese) doi: 10.3788/OPE.20142210.2627 [10] Li Lei, Yan Jie, Ruan Youtian. Calibration of vehicle-borne laser mapping system [J]. Chinese Optics, 2013, 6(3): 353-358. (in Chinese) doi: 10.3788/CO.20130603.0353 [11] Tian Qingguo, Ge Baozhen, Du Pu, et al. Measurement of human figure size based on laser 3D scanning [J]. Optics and Precision Engineering, 2007, 15(1): 84-88. (in Chinese) doi: 10.3321/j.issn:1004-924X.2007.01.014 [12] Mohamed Ihab S, Capitanelli Alessio, Mastrogiovanni Fulvio, et al. A 2D laser rangefinder scans dataset of standard EUR pallets [J]. Data in Brief, 2019, 24: 103837. doi: 10.1016/j.dib.2019.103837 [13] Kaleci Burak, Şenler Çağrı Mete, Dutağacı Helin, et al. Semantic classification of mobile robot locations through 2D laser scans [J]. Intelligent Service Robotics, 2020, 13(1): 63-85. doi: 10.1007/s11370-019-00295-6 -

 点击查看大图
点击查看大图

计量
- 文章访问数: 297
- HTML全文浏览量: 136
- PDF下载量: 23
- 被引次数: 0









